उत्पाद अवलोकन
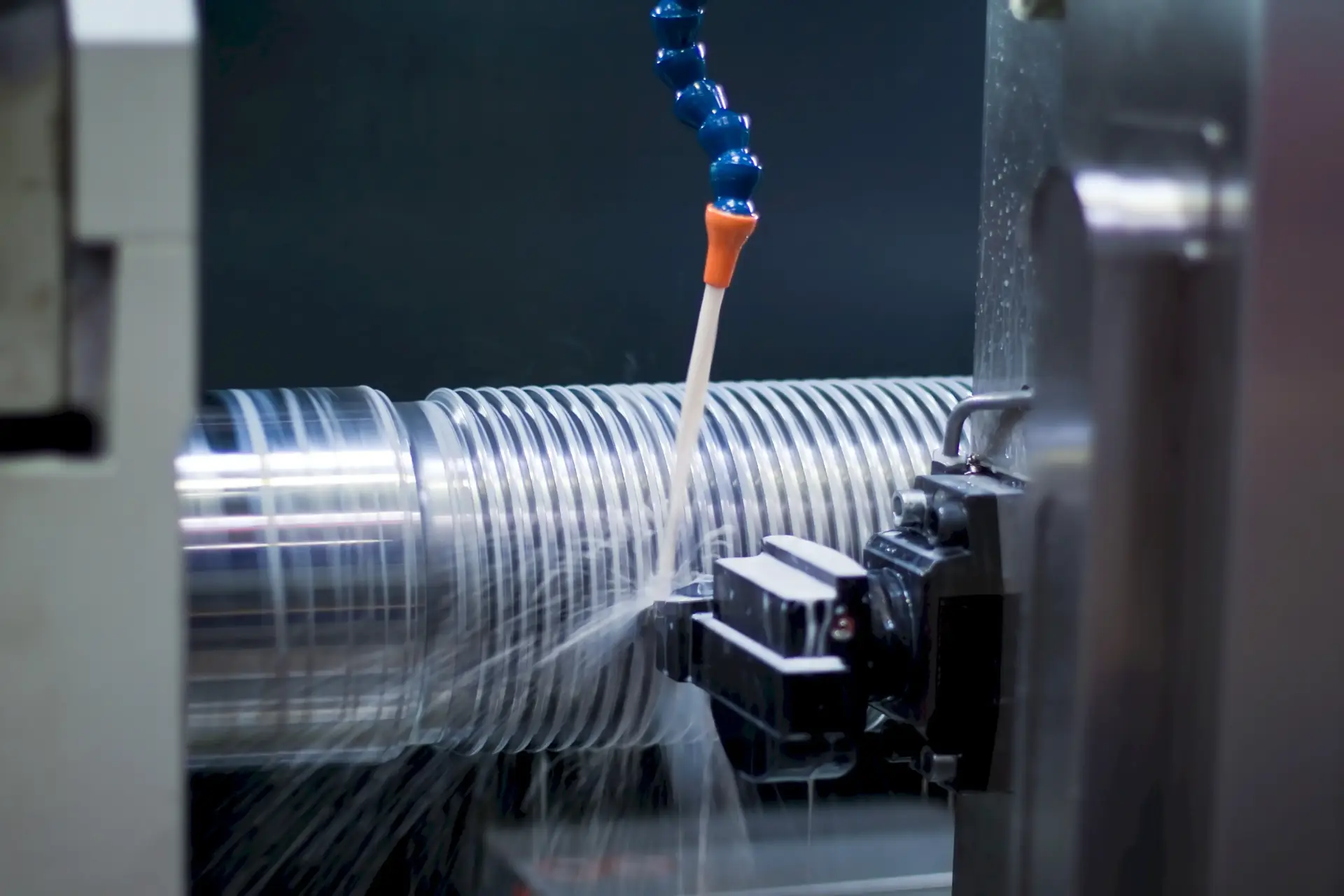
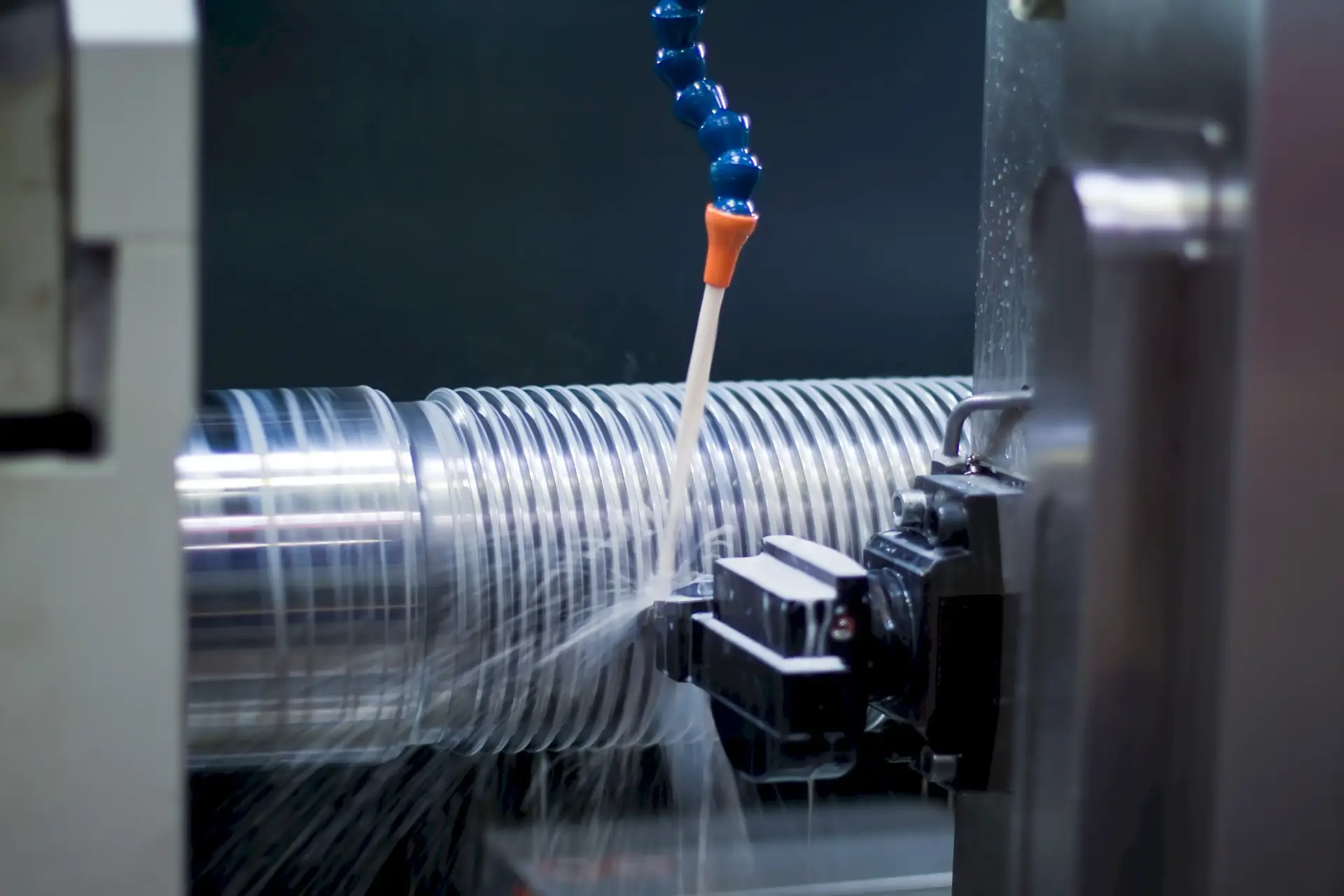
Leading Top Union में सीएनसी टर्निंग और लेथ सेवाओं को औद्योगिक वातावरण की मांग में उपयोग किए जाने वाले बड़े पैमाने पर, उच्च-स्टेक घटकों की सटीक मशीनिंग के लिए इंजीनियर किया जाता है। सूज़ौ में हमारी सुविधा केंद्रों के बीच 12,000 मिमी तक के क्षैतिज खराद और 3,000 मिमी के अधिकतम स्विंग व्यास के साथ ऊर्ध्वाधर मोड़ वाले खराद (वीटीएल) का एक व्यापक बेड़ा संचालित करती है। यह क्षमता हमें 0.01 मिमी टीआईआर की सांद्रता सहनशीलता बनाए रखते हुए 30,000 किलोग्राम तक वजन वाले वर्कपीस को संभालने की अनुमति देती है। बड़े-व्यास वाले भागों पर थर्मल विस्तार प्रभाव को कम करने के लिए परिवेश के तापमान विनियमन के साथ नियंत्रित दुकान स्थितियों के तहत सभी टर्निंग ऑपरेशन किए जाते हैं।
सीएनसी टर्निंग क्षमताएं बुनियादी बेलनाकार मशीनिंग से आगे बढ़कर एक ही सेटअप में मिलिंग, ड्रिलिंग और टैपिंग के लिए लाइव टूलींग का उपयोग करके जटिल मल्टी-एक्सिस संचालन को शामिल करती हैं। यह पार्ट हैंडलिंग त्रुटियों को कम करता है और घूर्णी और गैर-घूर्णी दोनों सुविधाओं की आवश्यकता वाले घटकों के लिए लीड समय को कम करता है। अनुप्रयोग आवश्यकताओं के आधार पर, सतहों को सील करने के लिए Ra 0.4 μm से लेकर संरचनात्मक इंटरफेस के लिए Ra 3.2 μm तक की सतह फिनिश प्राप्त की जाती है। थ्रेड कटिंग में मीट्रिक, इंपीरियल, एपीआई और कस्टम प्रोफाइल शामिल हैं, जिसमें ASME B1.2 और ISO 1502 मानकों के लिए ऑप्टिकल तुलनित्र और थ्रेड गेज का उपयोग करके पिच सटीकता को सत्यापित किया गया है। उच्च परिशुद्धता अनुप्रयोगों के लिए, जैसे कि हाइड्रोलिक सिलेंडर रॉड, व्यास पर ±0.005 मिमी और गोलाई पर 0.008 मिमी की सहनशीलता नियमित रूप से सीबीएन-टिप्ड टूलींग और अनुकूली फ़ीड दर नियंत्रण का उपयोग करके आयोजित की जाती है। लेजर संरेखण प्रणालियों का उपयोग करके मासिक अंशांकन के माध्यम से सुविधा के स्पिंडल रनआउट को 0.003 मिमी टीआईआर से नीचे बनाए रखा जाता है, जिससे लंबे उत्पादन रनों में दोहराव सुनिश्चित होता है।
सामग्री की बहुमुखी प्रतिभा हमारी टर्निंग सेवाओं की आधारशिला है। हम नियमित रूप से कार्बन स्टील्स (एएसटीएम ए36, ए105), मिश्र धातु स्टील्स (4140, 4340, 8620), स्टेनलेस स्टील्स (304, 316, 17-4 पीएच), निकल मिश्र धातु (इंकोनेल 625, 718), और एल्यूमीनियम ग्रेड (6061, 7075) की मशीनिंग करते हैं। भारी दीवार वाले पाइप और शाफ्ट घटकों के लिए, हम 8 मिमी तक की गहराई पर चिप नियंत्रण और आयामी स्थिरता बनाए रखने के लिए विशेष कार्बाइड और सिरेमिक टूलींग ज्यामिति का उपयोग करते हैं। ISO 3834-2 और एन 1090-2 EXC3 से प्रमाणित हमारी गुणवत्ता प्रबंधन प्रणाली, प्रत्येक बने हिस्से के लिए सामग्री ताप संख्याओं और मशीनिंग मापदंडों की पूर्ण पता लगाने की क्षमता सुनिश्चित करती है। गर्मी-उपचारित घटकों के लिए, रॉकवेल सी और ब्रिनेल विधियों का उपयोग करके प्रत्येक दसवें टुकड़े पर कठोरता परीक्षण किया जाता है, जिसके परिणाम बैच रिकॉर्ड के विरुद्ध लॉग किए जाते हैं।
अनुप्रयोग एवं उद्योग
तेल और गैस क्षेत्र में, सीएनसी टर्निंग सेवाएं वाल्व स्टेम, चोक बॉडी और ड्रिल कॉलर जैसे महत्वपूर्ण घटकों का उत्पादन करती हैं जिन्हें 15,000 पीएसआई से अधिक दबाव और -50 डिग्री सेल्सियस से 250 डिग्री सेल्सियस तक तापमान का सामना करना पड़ता है। समुद्र के भीतर ट्री असेंबली के लिए, 17-4 PH स्टेनलेस स्टील शाफ्ट को गतिशील लोडिंग के तहत विश्वसनीय सीलिंग सुनिश्चित करने के लिए 0.01 मिमी टीआईआर तक केंद्रित सांद्रता के साथ घुमाया जाता है। एपीआई 5बी और एपीआई 7-2 कनेक्शन के लिए थ्रेड प्रोफाइल को प्रमाणित थ्रेड गेज द्वारा सत्यापित, 300 मिमी से अधिक लंबाई में 0.05 मिमी के भीतर पिच सटीकता के साथ काटा जाता है। इन भागों को अक्सर खट्टे सेवा वातावरण के लिए NACE MR0175 अनुपालन की आवश्यकता होती है, जिसे नियंत्रित मशीनिंग मापदंडों और सामग्री प्रमाणन के माध्यम से समायोजित किया जाता है। क्रिसमस ट्री वाल्व बॉडी के लिए, बोरों को Ra 0.8 μm की सतह फिनिश के साथ ±0.025 मिमी के व्यास सहनशीलता के लिए मशीनीकृत किया जाता है, जिससे API 6A PR2 परीक्षण प्रोटोकॉल के अनुसार बबल-टाइट सीलिंग सुनिश्चित होती है।
अपतटीय पवन ऊर्जा अनुप्रयोगों के लिए मुख्य शाफ्ट फ्लैंज, पिच बेयरिंग हाउसिंग और यॉ ड्राइव घटकों के बड़े-व्यास वाले मोड़ की आवश्यकता होती है। वीटीएल उच्च चक्रीय भार के तहत स्नेहक रिसाव को रोकने के लिए सीलिंग चेहरों पर Ra 1.6 μm की सतह खत्म के साथ 3,000 मिमी स्विंग व्यास तक के हिस्सों को संभालते हैं। मोनोपाइल ट्रांज़िशन टुकड़ों के लिए, ग्राउटेड कनेक्शन के सटीक फिटमेंट को सुनिश्चित करने के लिए आंतरिक बोरों को ±0.05 मिमी की सहनशीलता के साथ मशीनीकृत किया जाता है। ये घटक DNV-GL और एन 1090-2 EXC3 मानकों के अनुसार निर्मित होते हैं, प्रत्येक बैच के लिए पूर्ण आयामी रिपोर्ट और सामग्री प्रमाणपत्र प्रदान किए जाते हैं। एक ही सेटअप में 30-टन भागों को मोड़ने की क्षमता बहु-प्रक्रिया निर्माण में आम वेल्ड विरूपण जोखिम को कम कर देती है। पिच बियरिंग हाउसिंग के लिए, कोणीय संपर्क रेसवे को 0.015 मिमी टीआईआर के रनआउट में बदल दिया जाता है, जिससे 25 साल के डिजाइन जीवन में 8 मेगावाट टरबाइन लोड के तहत सुचारू रोटेशन सक्षम हो जाता है।
खनन और बिजली उत्पादन उद्योग क्रशिंग मिलों और टरबाइन प्रणालियों में उपयोग किए जाने वाले बड़े शाफ्ट, रोलर्स और पुली के लिए हेवी-ड्यूटी टर्निंग पर निर्भर करते हैं। कोयले से चलने वाले बिजली संयंत्रों के लिए, 3.5% निकल स्टील से कम दबाव वाले टरबाइन रोटार को 2,500 मिमी तक के व्यास और 8,000 मिमी से अधिक लंबाई के साथ मशीनीकृत किया जाता है, जो 0.02 मिमी टीआईआर के भीतर रनआउट बनाए रखता है। खनन में, बॉल मिलों के लिए ट्रूनियन शाफ्ट को 4340 मिश्र धातु इस्पात हीट-ट्रीटेड से 32-36 एचआरसी में बदल दिया जाता है, जो 500 टन के निरंतर भार के तहत काम करता है। लाइव टूलिंग क्षमता की-वे की एक साथ मिलिंग और इन शाफ्टों पर बोल्ट छेद की ड्रिलिंग की अनुमति देती है, जिससे द्वितीयक संचालन समाप्त हो जाता है और पारंपरिक तरीकों की तुलना में कुल चक्र समय 30% तक कम हो जाता है। मिल रोलर्स को कुचलने के लिए, बाहरी व्यास को 0.01 मिमी प्रति मीटर की सीधीता में बदल दिया जाता है ताकि एक समान पहनने के पैटर्न को सुनिश्चित किया जा सके, फील्ड परीक्षणों के माध्यम से मान्य सेवा अंतराल को 15% तक बढ़ाया जा सके।
सीएनसी टर्निंग और लेथ सेवाओं के लिए अग्रणी शीर्ष यूनियन क्यों चुनें
प्रमाणन पोर्टफोलियो सीधे वैश्विक ईपीसी फर्मों की गुणवत्ता आवश्यकताओं को संबोधित करता है। वेल्डिंग एकीकरण के लिए ISO 3834-2, संरचनात्मक स्टील के लिए एन 1090-2 EXC3, और वेल्डमेंट के लिए AWS D1.1 के साथ, बड़े वेल्डेड असेंबलियों का हिस्सा बने घटकों के लिए एकल-स्रोत समाधान प्रदान किया जाता है। इससे अलग-अलग आपूर्तिकर्ता योग्यताओं की आवश्यकता समाप्त हो जाती है और आपूर्ति श्रृंखला जटिलता कम हो जाती है। इन-प्रोसेस निरीक्षण 1.5 माइक्रोन सटीकता के साथ सीएमएम और लेथ पर रैखिक स्थिति सत्यापन के लिए लेजर इंटरफेरोमीटर का उपयोग करके किया जाता है, यह सुनिश्चित करते हुए कि प्रत्येक भाग शिपमेंट से पहले निर्दिष्ट सहनशीलता को पूरा करता है। उदाहरण के लिए, 200 हाइड्रोलिक सिलेंडर ट्यूबों के हालिया ऑर्डर पर, 100% भागों की दीवार की मोटाई 0.03 मिमी से कम होने के लिए सत्यापित की गई, जो ग्राहक की ±0.05 मिमी की आवश्यकता से अधिक है।
जटिल टर्निंग परियोजनाओं के लिए इंजीनियरिंग सहायता की पेशकश की जाती है, जिसमें इन्हेंल 718 और टाइटेनियम मिश्र धातु जैसी कठिन-से-मशीन सामग्री के लिए टूलपाथ अनुकूलन शामिल है। सिमुलेशन क्षमताओं वाला सीएएम सॉफ्टवेयर चिप निर्माण और टूल घिसाव की भविष्यवाणी करता है, जिससे उत्पादन संचालन के लिए स्क्रैप दर 0.5% से कम हो जाती है। प्रोटोटाइप और कम मात्रा वाले ऑर्डर के लिए, 1,000 मिमी व्यास तक के हिस्सों के लिए 5-7 व्यावसायिक दिनों के भीतर त्वरित बदलाव उपलब्ध है। सभी परिवर्तित घटकों को आईएसओ 9001:2015 और एएसएमई बी46.1 की दस्तावेज़ीकरण आवश्यकताओं को पूरा करते हुए, एनआईएसटी मानकों के अनुरूप सामग्री परीक्षण रिपोर्ट (एमटीआर), आयामी निरीक्षण प्रमाणपत्र और सतह खुरदरापन माप के साथ आपूर्ति की जाती है। एयरोस्पेस-ग्रेड भागों के लिए, अतिरिक्त एनडीटी क्षमताएं जैसे उपसतह दोषों के लिए 0.5 मिमी गहराई तक अल्ट्रासोनिक परीक्षण और सतह दरारों के लिए चुंबकीय कण निरीक्षण उपलब्ध हैं, जो एएमएस 2644 और एएसटीएम ई1444 मानकों का अनुपालन सुनिश्चित करते हैं।