CNC旋盤加工サービス
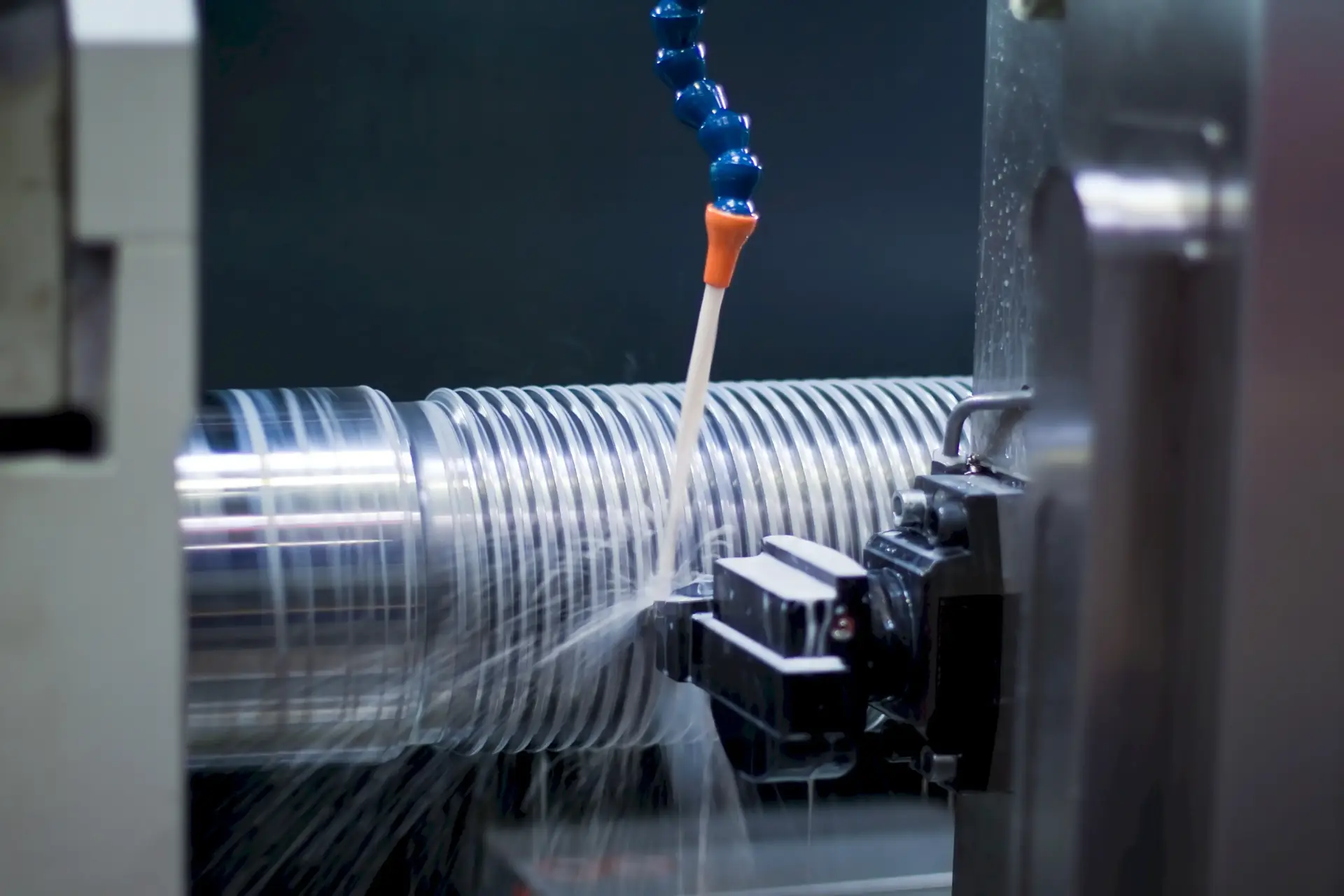
小型の精密シャフトから、直径3m、長さ12mまでの大型ロールに至るまで、円筒形部品のCNC旋盤加工サービスを提供しています。当社の立型および横型旋盤は、高い同心度と表面仕上げが要求される大型の回転部品にも対応可能です。
小型の精密シャフトから、直径3m、長さ12mまでの大型ロールに至るまで、円筒形部品のCNC旋盤加工サービスを提供しています。当社の立型および横型旋盤は、高い同心度と表面仕上げが要求される大型の回転部品にも対応可能です。
公差 ±0.01mm
最大長さ 12m
ISO 9001認証取得
24時間365日体制
Leading Top UnionのCNC旋盤加工サービスは、過酷な産業環境で使用される大規模かつ重要な部品の精密加工を目的に設計されています。蘇州にある当社の施設では、センター間距離最大12,000mmの横型旋盤と、最大旋回径3,000mmの立型旋盤(VTL)を幅広く導入しています。 この設備能力により、最大30,000kgのワークピースを、0.01mm TIRの同心度公差を維持しながら加工することが可能です。すべての旋盤加工は、大径部品への熱膨張の影響を最小限に抑えるため、周囲温度を制御した管理された工場環境下で行われます。
CNC旋盤加工の能力は、基本的な円筒加工にとどまらず、ライブツーリングを用いた複雑な多軸加工(1回のセットアップでフライス加工、穴あけ、タップ加工が可能)までカバーしています。これにより、部品の取り扱いミスを低減し、回転加工と非回転加工の両方が必要な部品のリードタイムを短縮します。用途の要件に応じて、シール面のRa 0.4 μmから構造用接合面のRa 3.2 μmに至るまでの表面粗さを実現します。 ねじ切り加工は、メートル法、インペリアル法、API規格、およびカスタムプロファイルに対応しており、ピッチ精度は光学比較器およびねじゲージを用いて、ASME B1.2およびISO 1502規格に基づき検証されます。油圧シリンダロッドなどの高精度用途においては、CBNチップ付き工具と適応送り速度制御を用いることで、直径公差±0.005mm、真円度公差0.008mmを日常的に維持しています。 当施設のスピンドル振れは、レーザーアライメントシステムを用いた月次校正により0.003mm TIR以下に維持されており、長期間にわたる生産工程全体での再現性を確保しています。
素材の汎用性は、当社の旋盤加工サービスの基盤となっています。 当社は、炭素鋼(ASTM A36、A105)、合金鋼(4140、4340、8620)、ステンレス鋼(304、316、17-4 PH)、ニッケル合金(インコネル625、718)、およびアルミニウム合金(6061、7075)の加工を日常的に行っています。肉厚のパイプやシャフト部品については、最大8mmの切削深さにおいても切りくずの制御と寸法安定性を維持するため、特殊な超硬合金およびセラミック工具の形状を採用しています。 ISO 3834-2 および EN 1090-2 EXC3 の認証を取得した当社の品質管理システムにより、すべての旋削部品について、材料の熱処理ロット番号および加工パラメータの完全なトレーサビリティが確保されています。熱処理部品については、10個ごとにロックウェルC法およびブリネル法を用いて硬度試験を実施し、その結果をバッチ記録に記録しています。
石油・ガス分野において、CNC旋盤加工サービスでは、15,000 psiを超える圧力および-50°Cから250°Cの温度に耐えなければならないバルブステム、チョークボディ、ドリルカラーなどの重要部品を製造しています。海底樹形アセンブリ向けには、動的荷重下でも確実なシール性を確保するため、同心度を0.01mm TIRに維持して17-4 PHステンレス鋼製のシャフトを旋盤加工しています。 API 5BおよびAPI 7-2接続用のねじ山は、長さ300mmにおいてピッチ精度0.05mm以内で切削され、認定されたねじゲージによって検証されます。これらの部品は、酸性環境での使用においてNACE MR0175への準拠が求められることが多く、これは制御された加工パラメータと材料の認証によって対応されています。 クリスマスツリー用バルブボディの場合、穴は直径公差±0.025mm、表面粗さRa 0.8μmで加工され、API 6A PR2試験プロトコルに基づく気泡漏れのないシールが確保されています。
洋上風力発電の用途では、主軸フランジ、ピッチベアリングハウジング、ヨー駆動部品の大型径旋削加工が求められます。VTL(垂直旋盤)は、最大スイング径3,000mmの部品に対応し、高サイクル荷重下での潤滑油漏れを防ぐため、シール面にRa 1.6μmの表面粗さを確保しています。 モノパイル用トランジションピースについては、グラウト充填接続の精密な嵌合を確保するため、内径を±0.05mmの公差で加工します。これらの部品はDNV-GLおよびEN 1090-2 EXC3規格に準拠して製造され、各ロットごとに完全な寸法報告書と材料証明書が提供されます。1回のセットアップで30トンの部品を旋削できるため、多工程製造で一般的な溶接歪みのリスクを低減できます。 ピッチベアリングハウジングについては、アンギュラコンタクトレースウェイをTIR 0.015mmの振れ精度で旋削加工しており、設計寿命25年間にわたり、8MWタービンの負荷下でもスムーズな回転を実現します。
鉱業および発電業界では、破砕機やタービンシステムに使用される大型シャフト、ローラー、プーリーの製造において、高負荷に耐える旋削加工が不可欠です。石炭火力発電所向けには、ニッケル含有率3.5%の鋼材を用いた低圧タービンローターが、直径最大2,500mm、長さ8,000mmを超えるサイズで加工され、振れ量を0.02mm TIR以内に抑えています。 鉱業分野では、ボールミル用のトラニオンシャフトが、32~36 HRCに熱処理された4340合金鋼から旋削され、500トンの連続荷重下で稼働しています。ライブツーリング機能により、これらのシャフトに対してキー溝のフライス加工とボルト穴の穴あけを同時に行うことが可能であり、これにより二次加工が不要となり、従来の方法と比較して総サイクルタイムを最大30%短縮できます。 破砕用ミルローラーについては、外径を1メートルあたり0.01mmの真直度で旋削加工し、均一な摩耗パターンを確保することで、実地試験により実証された通り、メンテナンス間隔を15%延長しています。
当社の認証ポートフォリオは、グローバルなEPC企業の品質要件に直接対応しています。溶接統合に関するISO 3834-2、構造用鋼材に関するEN 1090-2 EXC3、および溶接組立品に関するAWS D1.1を取得しており、大規模な溶接組立品の一部を構成する旋削部品に対して、ワンストップソリューションを提供します。これにより、個別のサプライヤー認定が不要となり、サプライチェーンの複雑さが軽減されます。 工程内検査では、精度1.5μmのCMM(三次元測定機)および旋盤上の直線位置決め検証用レーザー干渉計を使用し、出荷前にすべての部品が指定された公差を満たしていることを確認しています。例えば、最近受注した油圧シリンダーチューブ200本の案件では、部品の100%において肉厚のばらつきが0.03mm未満であることが確認され、顧客の要求値である±0.05mmを大幅に上回りました。
複雑な旋削プロジェクトに対してエンジニアリングサポートを提供しており、インコネル718やチタン合金など、加工が困難な材料のツールパス最適化も含まれます。シミュレーション機能を備えたCAMソフトウェアにより、切りくずの発生や工具の摩耗を予測し、量産時の不良率を0.5%未満に抑えます。 試作および小ロットのご注文については、直径1,000mmまでの部品に対し、5~7営業日以内の迅速な納品が可能です。すべての旋削部品には、材料試験報告書(MTR)、寸法検査証明書、およびNIST規格にトレーサブルな表面粗さ測定値が添付され、ISO 9001:2015およびASME B46.1の文書化要件を満たしています。 航空宇宙グレードの部品については、深さ0.5mmまでの内部欠陥を検出する超音波検査や、表面亀裂を検出する磁粉探傷検査などの追加非破壊検査(NDT)機能を利用でき、AMS 2644およびASTM E1444規格への準拠を保証します。
| 機能 | 仕様 |
|---|---|
| 最大旋削径 | 3,000mm (VTL) |
| 最大長 | 12,000mm(水平方向) |
| 最大重量 | 30,000 kg |
| 同心度 | 0.01mm TIR |
| 表面仕上げ | 0.4~3.2μm |
| 糸の種類 | メートル法、インペリアル、API、アクメ、特注 |
ご要望をお送りいただければ、24時間以内に見積もりと納期をご連絡いたします。