鋳鉄のCNC加工
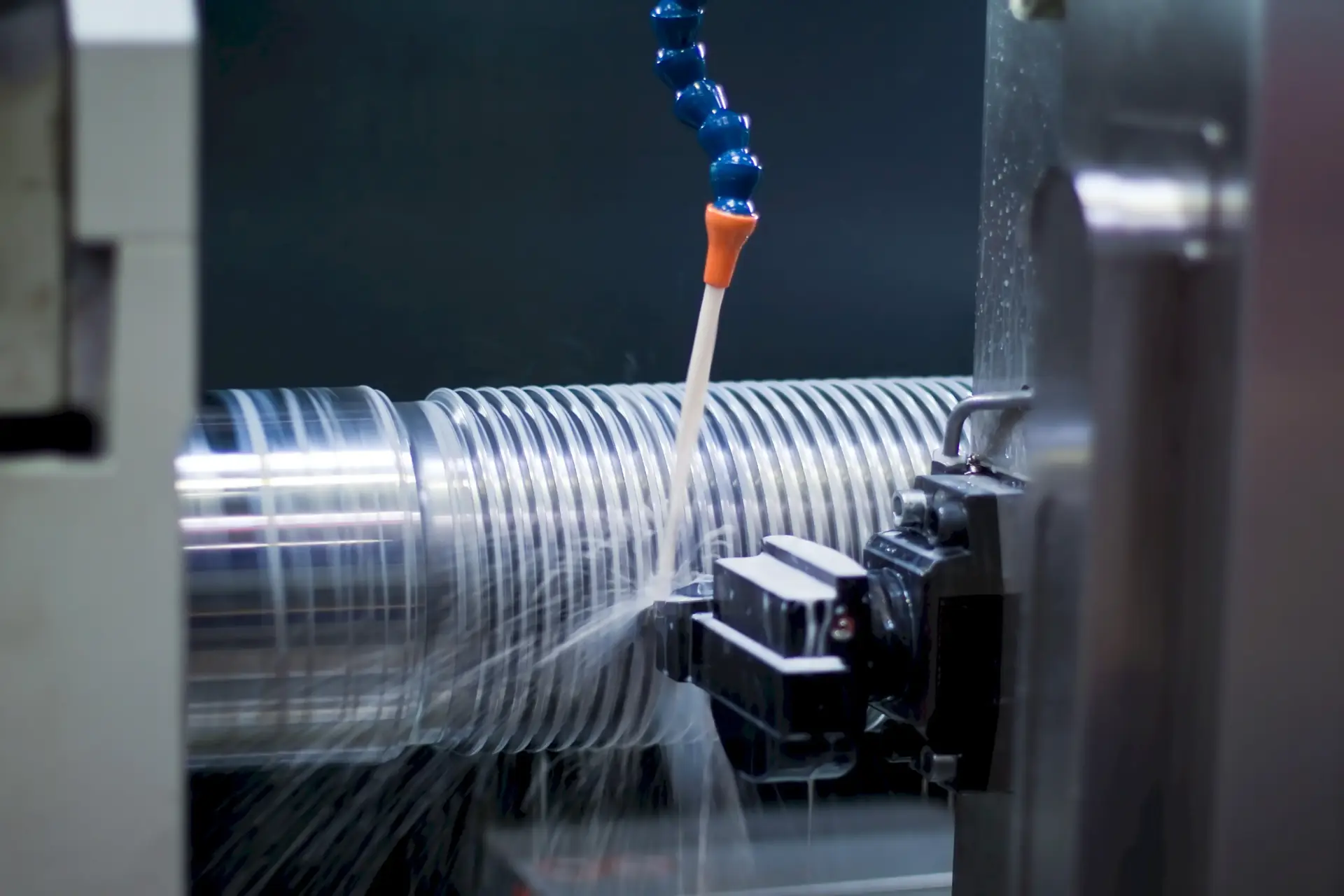
ねずみ鋳鉄、ダクタイル鋳鉄、および密実黒鉛鋳鉄(CGI)鋳物のCNC加工を専門としています。当社は、鋳造材料における気孔、硬い部分、表面硬度のばらつきなどの課題に対処する豊富な経験を活かし、すべての部品において一貫した高精度を実現します。
ねずみ鋳鉄、ダクタイル鋳鉄、および密実黒鉛鋳鉄(CGI)鋳物のCNC加工を専門としています。当社は、鋳造材料における気孔、硬い部分、表面硬度のばらつきなどの課題に対処する豊富な経験を活かし、すべての部品において一貫した高精度を実現します。
公差 ±0.01mm
最大長さ 12m
ISO 9001認証取得
24時間365日体制
Leading Top Unionにおける鋳鉄のCNC加工では、ねずみ鋳鉄(GG20、GG25、 GG30(EN-GJL-250準拠))、ダクタイル鋳鉄(GGG40、GGG50、GGG60、GGG70(EN-GJS準拠))、および密実黒鉛鋳鉄(CGIグレードGJV-300、GJV-400、GJV-500)において、±0.03mmの精密公差を実現しています。 蘇州工場では、最大20,000kgの鋳造品を扱い、石油・ガス用バルブ、洋上風力タービンハウジング、鉱山機械の部品に対して荒加工および仕上げ加工を行っています。鋳造所と直接連携することで、加工開始前に気孔、介在物、硬点などの鋳造欠陥を管理し、寸法安定性とRa 1.6~6.3μmの表面粗さ目標を常に満たすことを保証しています。
鋳鉄のCNC加工プロセスは、ASME Y14.5-2018に準拠したGD&Tレポートを作成するCMM装置を用いて、鋳造品の形状を徹底的に検査することから始まります。 GG25(EN-GJL-250)のようなねずみ鋳鉄のグレードについては、材料が本来持つ減衰能力と、鋼に比べて0.8~1.2という被削性指数が考慮され、刃先への切りくずの堆積を最小限に抑えるために、特定のすくい角を持つ超硬工具が選定されます。 GGG50(EN-GJS-500-7)などのダクタイル鋳鉄グレードでは、高速加工時の工具のチャタリングを回避するために、80%を超える球状化率に注意を払う必要があります。一方、GJV-400のようなCGIグレードは、従来のねずみ鋳鉄に比べて引張強度が30%高いため、特殊な切削パラメータを必要とします。
最大12,000 RPMの主軸回転数と、鋳鉄の研磨性を考慮して調整された送り速度を備えた多軸マシニングセンターを採用し、重要なシール面においてRa 1.6 μmという極めて高い表面仕上げ精度を実現しています。 5,000 kg を超える大型鋳物には、4 m × 2 m の加工範囲を持つガントリー型 CNC 機械が使用され、切りくずの排出を制御し、ワークの歪みを防止する冷却システムにより、熱的安定性を維持しています。 複雑なダクタイル鋳鉄部品には、540°C~600°Cでの応力除去熱処理サイクルが組み込まれており、鋳造による残留応力を低減し、石油化学用途における最高350°Cの動作温度下でも長期的な寸法精度を確保しています。
品質管理では、レニショーの検査プローブを用いた工程内測定を行い、内径、フランジ面、ボルト穴配置などの重要寸法を±0.03mmの公差範囲内で検証しています。 すべての加工パラメータが記録されており、ねずみ鋳鉄の場合は切削速度 80~150 m/min、ダクタイル鋳鉄の場合は 60~120 m/min、表面下の損傷を防ぐため 1 パスあたりの切り込み深さは 3 mm に制限されています。 最終検査には、完全な GD&T 分析を含む CMM レポート、プロファイル計による表面粗さ測定、および ASTM E10 に基づく硬度試験が含まれ、GG25 では 180~240 HB、GGG50 では 200~260 HB など、各グレードの指定範囲内のブリネル値を確認します。
石油・ガス分野では、鋳鉄のCNC加工により、GGG60やGGG70といったダクタイル鋳鉄(それぞれ降伏強度が370 MPaおよび420 MPa)から、バルブ本体、ポンプハウジング、コンプレッサー部品が製造されています。 これらの部品は API 6D および API 600 アプリケーションで使用され、漏洩を防ぐために、Ra 1.6 μm の仕上げ精度と 1 メートルあたり 0.05 mm の平面度公差が要求されます。 海底マニホールド用の最大 8,000 kg のゲートバルブ本体が加工され、内径は 50 mm から 600 mm まであり、すべて ASME B16.34 圧力・温度定格に基づいて CMM 検査により検証されています。
洋上風力発電分野では、タービンギアボックスハウジングやメインベアリングサポート向けに、ねじり鋳鉄(GG30)およびCGI(GJV-500)製の部品が機械加工されています。これらの部品は、10,000 kgを超えることも多く、5 MWから15 MWのタービン用遊星歯車システムと正確に位置合わせを行うため、取り付け面の精度を±0.05 mm以内に保つ精密加工が求められます。 油路および冷却水路は、表面粗さRa 3.2 μmで加工された後、DNV-GL-ST-0361に準拠した非破壊検査が行われ、荒加工工程で生じた微細な亀裂がないか確認されます。
鉱業および鉱物処理の分野では、硬度190~220 HBのGG25のような耐摩耗性ねずみ鋳鉄を使用したスラリーポンプケーシング、破砕機フレーム、ミルライナーなどの機械加工済み鋳鉄部品が不可欠です。 これらの部品は、粒子径50 mmまでの研磨性スラリーと1.5 MPaの作動圧力に耐える必要があり、インペラ穴やボリュートプロファイルの加工には±0.1 mmの公差が要求されます。 直径 3 メートルまでのボールミル用部品は機械加工され、1 メートルあたり 0.08 mm の同心度を確保することで、24 時間 365 日の連続運転下での振動を低減し、ベアリングの寿命を延ばしています。
発電分野での用途としては、定格出力50MW~200MWのガスタービン用ダクタイル鋳鉄(GGG40)製タービンケーシングセグメントや排気ディフューザーの機械加工が挙げられます。これらの部品には、熱膨張特性を厳密に制御することが求められ、動作温度400°Cでの高温ガスの漏れを防ぐため、機械加工された接合面の平坦度は300mmあたり0.03mmに保たれています。 また、大型ディーゼル発電機用のねずみ鋳鉄製シリンダーブロックおよびヘッドも製造されており、シリンダーボアの公差はH7(直径100 mmで0~+0.025 mm)、表面粗さはRa 0.8 μmに保たれており、これにより油膜の保持とリングのシール性能が確保されています。
石油化学プロセスにおいて、CNC加工により、pH 4~10の化学環境下でも耐食性を発揮するダクタイル鋳鉄(GGG50)製の反応器撹拌機シャフトおよびミキサーハブが製造されています。最大5,000 kgに達するこれらの部品には、ステンレス製締結部品との組み立てに際し、DIN 6885の公差に基づくキー溝加工およびISO 965-1規格に準拠したねじ切り加工が求められます。 ASME B16.47に準拠したフランジ接続部は、2.5 MPaで稼働する配管システム向けに加工され、-20°Cから250°Cの温度サイクル下でも漏れのないシール性を確保するため、レイズドフェイス面はRa 1.6 μmの仕上げが施されています。
Leading Top Unionは、ISO 3834-2溶接認証に加え、EN 1090-2 EXC3およびAWS D1.1規格に準拠していますが、鋳鉄のCNC加工能力は溶接にとどまらず、鋳造品の完全な機械加工までカバーしています。型設計や鋳造所との調整から最終加工に至るまでのサプライチェーン全体を一元管理することで、各工程を別々の業者に委託する場合と比較して、リードタイムを15%から20%短縮しています。 エンジニアは鋳造図面を精査し、冷却帯による硬化箇所や重要なシール面付近の気孔など、加工性の問題点を確認します。そして、生産開始前に不良品を未然に防ぐため、設計変更を提案します。
蘇州の工場では、最大20,000kgの鋳物における複雑な形状の加工が可能な5軸マシンを含む30台のCNCマシニングセンターを24時間365日稼働させています。ダクタイル鋳鉄の仕上げ用CBNチップやねずみ鋳鉄の荒加工用コーティング超硬チップなど、鋳鉄専用の工具在庫を常備しており、推奨切削条件において1刃当たり45~60分の工具寿命を実現しています。 各機械にはチップコンベアとミスト吸引システムが装備されており、ねずみ鋳鉄から発生する研磨性の高い黒鉛粉塵を処理することで、長時間の連続生産においても安定した表面品質と作業者の安全を確保しています。
すべての注文には、ASME Y14.5-2018に基づくGD&T解析を含むCMMレポート、表面粗さプロファイル、およびねずみ鋳鉄についてはEN 1561、ダクタイル鋳鉄についてはEN 1563に準拠した化学成分および機械的特性を確認する材料証明書を含む、完全な検査書類が添付されます。 品質管理システムには、新規鋳造設計に対する初回製品検査(FAI)が含まれており、重要寸法における偏差は±0.03 mm以内であることを示す寸法報告書が作成されます。大型鋳造品については、熱変形や工具摩耗の影響を早期に把握するため、荒加工、半仕上げ、仕上げの各工程において、工程内寸法検査が実施されます。
当社のエンジニアリングチームは、グローバルなEPC企業に対し、製造適合設計(DFM)のレビューを通じて支援を行い、機能要件を満たしつつ加工コストを最小限に抑えるための最適な基準面構造や公差スタックを提案しています。肉厚10mmから200mmの鋳物加工における豊富な経験を活かし、薄肉部での振動を防止し、厚肉部での放熱を確保するため、送り速度や冷却水圧を適切に調整しています。 気密性が求められるダクタイル鋳鉄部品については、加工後のシール性能を検証するため、最大10 MPaまでの静水圧試験およびISO 20485に準拠したヘリウムリーク試験を提供しています。
機械加工された鋳鉄部品は、欧州、北米、中東の顧客へ出荷されており、海上輸送時にはVCI紙や乾燥剤パックを使用するなど、輸送中の腐食を防ぐよう梱包が設計されています。物流チームはフォワーダーと連携してプロジェクトのスケジュールを遵守し、緊急の交換部品については10~14営業日以内の迅速な配送を提供しています。 ISO 3834-2およびEN 1090-2などの認証を取得しており、石油・ガス、洋上風力、発電分野における主要なEPC請負業者の品質要件を満たしています。これにより、試作から量産に至るまで、鋳鉄のCNC加工を一括して提供することが可能です。
| 機能 | 仕様 |
|---|---|
| ねずみ鋳鉄の等級 | GG20、GG25、GG30 (EN-GJL-250) |
| ダクタイル鋳鉄のグレード | GGG40、GGG50、GGG60、GGG70 |
| CGIの評価 | GJV-300、GJV-400、GJV-500 |
| 最大鋳造重量 | 20,000 kg |
| 寛容 | ±0.03mm |
| 表面仕上げ | 1.6~6.3μm |
ご要望をお送りいただければ、24時間以内に見積もりと納期をご連絡いたします。