ステンレス鋼のCNC加工
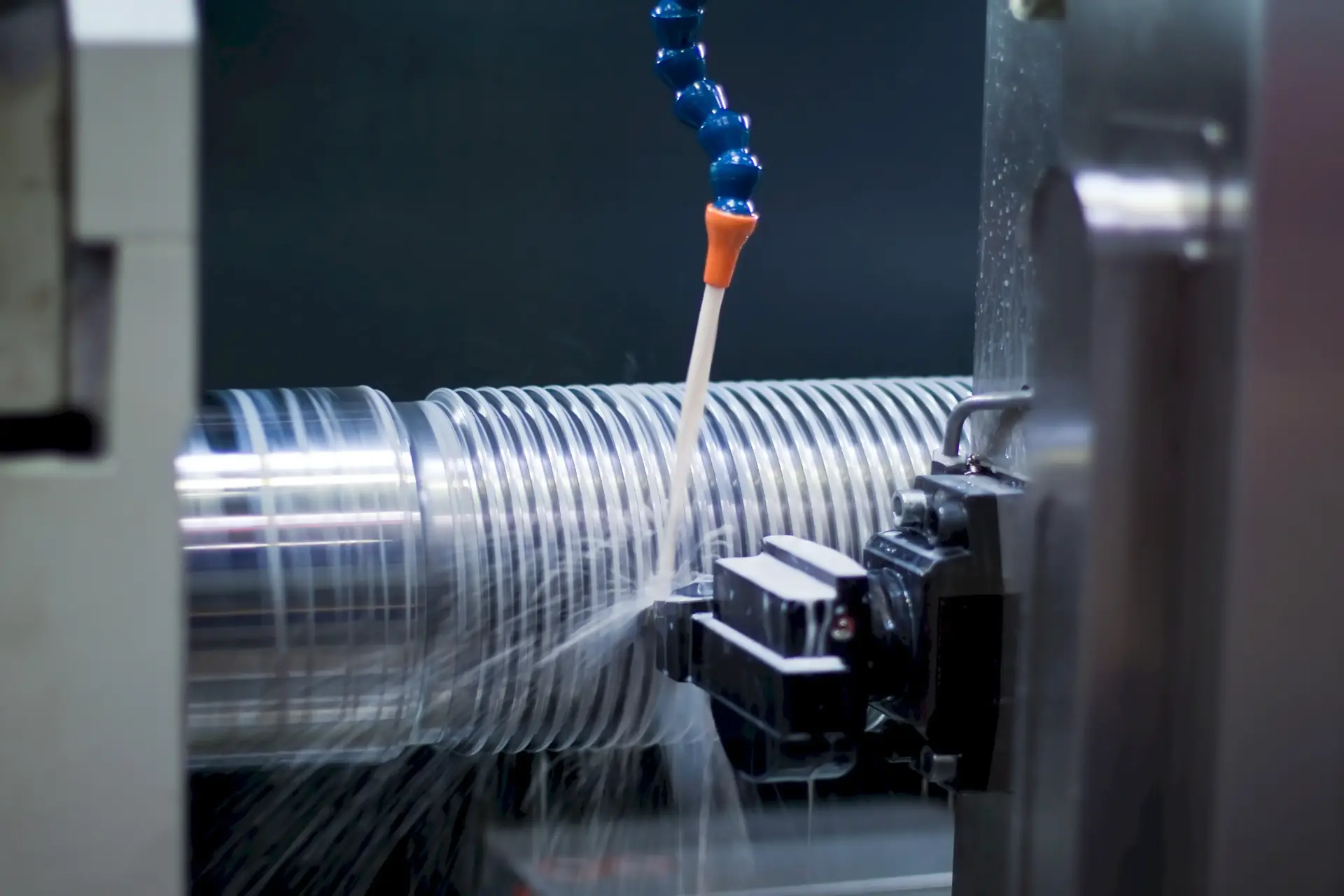
オーステナイト系(304/316)、二相系(2205)、析出硬化系(17-4PH)などのステンレス鋼種に特化したCNC加工を提供しています。加工硬化する材料の取り扱いにおける豊富な経験により、工具の破損や表面損傷を招くことなく、安定した品質を確保します。
オーステナイト系(304/316)、二相系(2205)、析出硬化系(17-4PH)などのステンレス鋼種に特化したCNC加工を提供しています。加工硬化する材料の取り扱いにおける豊富な経験により、工具の破損や表面損傷を招くことなく、安定した品質を確保します。
公差 ±0.01mm
最大長さ 12m
ISO 9001認証取得
24時間365日体制
Leading Top Union(領拓互联)のステンレス鋼CNC加工は、耐食性と機械的強度が不可欠な過酷な環境向けに、高精度な部品を提供しています。 蘇州工場では、複雑な形状においても位置公差±0.02mmを維持できる5軸およびマルチタスクCNC旋盤を導入しています。304、304L、 316、316L、321、347といったすべての標準オーステナイト系鋼種に加え、二相系鋼種である2205、2507、S31803、ならびに析出硬化系鋼種である17-4PH(630)および15-5PH(XM-12)の加工が可能です。
各材料には、加工硬化を防ぐために固有の切削パラメータが必要です。特に316Lや二相合金の場合、表面品質と工具寿命を維持するためには、送り速度と回転速度の最適化が極めて重要です。プロセスエンジニアリングチームは、ISO 3685の工具寿命試験基準に基づき、切りくず負荷と主軸回転数を算出し、過度な発熱を招くことなく、安定した切削速度を確保しています。 バルブボディやポンプハウジングで一般的な深穴加工においては、クーラント内通式工具が20~40バールの圧力を切削刃に直接供給し、切りくずを排出するとともに熱状態を安定させます。この手法により、オーステナイト系鋼材の加工硬化を防ぎ、厚さ1.5mmまでの薄肉部においても寸法安定性を維持します。 表面仕上げ能力は、一般産業用途向けのRa 0.8μmから食品グレード用途向けのRa 0.4μmまで幅広く、さらに電気研磨により、極めて滑らかで非粘着性の表面が求められる医薬品や半導体部品向けにRa 0.2μmを実現します。
機械加工後の処理には、ASTM A967(クエン酸法)に基づく不動態化処理が含まれます。これは遊離鉄を除去し、酸化クロム層の形成を促進するためのもので、塩化物にさらされる環境下で使用される304Lおよび316L製部品にとって極めて重要です。 機械加工と溶接の両方を必要とする組立品については、これらの作業はISO 3834-2認証プロセスに基づいて統合されており、EN 1090-2 EXC3規格に準拠したTIGまたはMIG溶接の前に、機械加工された表面に対して溶接準備が行われます。この組み合わせは、気密性の高い接合部と正確なポート位置合わせが要求される、複雑なマニホールド、熱交換器、および圧力容器部品にとって不可欠です。 品質システムには、ISO 10360-2にトレーサブルな校正が施されたCMMを用いた重要寸法に対する100%寸法検査が含まれており、CMM検証プロトコルに基づき、測定不確かさは±0.001mm未満に維持されています。 ねじ形状については、NISTトレーサブルな標準に校正されたゴー/ノーゴープラグゲージを使用し、NPTについてはASME B1.20.1、BSPPについてはISO 228/1に準拠した完全なゲージ検査を実施し、油圧および空圧回路における漏れのないシール性を確保しています。 さらに、耐圧性が要求される部品については、ASME B16.5 に準拠した静水圧試験を設計圧力の 1.5 倍の圧力で実施し、10 分以上の保持時間を設けて、検出可能な漏れがないことを確認しています。
石油・ガスの上流および中流事業において、ステンレス鋼製のCNC加工部品は、NACE MR0175/ISO 15156に準拠したサワー環境条件に耐えなければならない。 チョークインサート、バルブステム、および計装マニホールドは、316Lおよび17-4PH H1150から製造され、硫化物応力割れに耐えるよう硬度は28~33 HRCに制御されています。これらの部品は、高圧流路内での粒子の閉じ込めを防ぐため、内径公差±0.02mm、表面粗さRa 0.4μmの仕様となっていることが多くあります。 水深 3,000 メートル以上で稼働するサブシー・ツリー部品については、デュプレックス 2507 を DNV-GL 規格に準拠して機械加工しており、肉厚は最大 50mm、API 5B 準拠のねじ形状については、ピッチ直径公差 ±0.005 インチの完全なねじゲージ検査が要求されます。 坑口設備については、ASTM A182 に基づく材料のトレーサビリティが熱番号および製鋼所証明書によって維持されており、ASTM A370 に基づく -46°C でのシャルピー V ノッチ衝撃試験により、北極圏の運用条件下での靭性が確保されています。
洋上風力発電分野では、油圧式ピッチ制御システムやヨー駆動部品の製造にステンレス鋼の機械加工が不可欠です。直径50mmから600mmの316Lおよび2205デュプレックス材の部品が加工され、塩水噴霧や繰返し荷重にさらされる回転アセンブリにおいて、同心度を0.05mm以内に維持しています。 これらの部品は、飛沫域での設置において生物付着や隙間腐食を最小限に抑えるため、表面をRa 0.2μmまで電解研磨することがしばしば求められます。CNC旋盤加工と5軸フライス加工を組み合わせる技術により、油路を一体化した複雑なブレードピッチアクチュエータハウジングの製造が可能となり、20年以上の耐用年数を想定したナセルシステムにおける組立の複雑さと潜在的な漏洩経路を低減します。 ギアボックス部品については、DIN 5480に準拠したスプライン形状を、切削時の制御された加工硬化により、プロファイル公差0.02mm、表面硬度30~35 HRCで加工しており、多くの用途において二次熱処理の必要性を排除しています。 サンプルロットに対するISO 12107に基づく疲労試験により、200 MPaの交互曲げ荷重下で10^7サイクルを超える耐久限界が確認され、洋上設備における設計寿命が実証されています。
石油化学および発電用途では、321および347の安定化グレードが、炉内部品や熱交換器のチューブシートにおいて、最高800°Cまでの高温環境下での使用に耐えるよう機械加工されます。CNCドリル加工センターでは、直径公差±0.05mm、中心間距離精度0.1mmのチューブ穴を加工します。これは、水素改質装置や廃熱ボイラーにおいて、チューブとチューブシートの接合部の破損を防ぐために極めて重要です。 製薬および食品加工分野では、316L製の継手およびバルブ本体を、Ra 0.4μmの機械加工仕上げで製造し、その後、ASTM A967に準拠したクエン酸パッシベーション処理を施して、FDA 21 CFR 177.2600の要件を満たしています。これらの部品には、ASME BPE規格に準拠して加工されたトライクランプ接続部が含まれており、ロットごとにプロファイルメーターを用いて表面粗さを検証しています。 -196°Cまでの極低温用途向けには、304L製部品をASTM E112(ASTM 7またはそれ以上)に準拠した制御された結晶粒度で機械加工し、衝撃靭性を維持するとともに、ASTM E493に準拠したヘリウム質量分析法によるリーク試験を実施し、最大許容リーク率は1×10^-9 mbar·L/sとしています。 半導体製造において、316L製真空チャンバー部品はRa 0.1μmの仕上げで機械加工され、0.005mmの表面材料を除去するために電解研磨が施されます。また、SEMI F27規格に基づき粒子数が検証され、1平方センチメートルあたり0.1μm以上の粒子が10個未満であることを保証しています。
Leading Top Unionは、ISO 3834-2溶接認証に加え、AWS D1.1構造溶接規格およびEN 1090-2 EXC3施工等級に準拠しており、欧州および米国の最も厳しい規格を満たす溶接組立品の納入が可能です。 CNCマシニングセンターには、DMG MORIやMazakのプラットフォームを含む40台以上の多軸加工機が導入されており、長さ10mmから2,000mmまでの部品に対応し、最大20,000 RPMの主軸回転数を実現しています。 二相鋼およびPHグレードについては、高温合金用にコーティングされた超硬インサートを備えた専用工具ライブラリを維持しており、汎用工具と比較してサイクルタイムを15~25%短縮しながら、重要寸法において±0.02mmの公差を維持しています。 ISO 8688-2 に基づく工具摩耗のモニタリングにより、刃先摩耗が 0.3mm になった時点でインサートを交換することで、表面の劣化を防ぎ、10,000 個以上の生産ロットにわたって一貫した部品品質を維持しています。
品質管理システムには、重要寸法に対するリアルタイムのSPCモニタリングが含まれており、ISO 10012の測定管理要件に準拠したCMM検査報告書が提供されます。パッシベーションについては、ASTM A967に準拠し、49~60℃でクエン酸濃度を重量比4~10%に制御した専用ラインで処理を行い、その後、硫酸銅試験を実施して遊離鉄の除去を確認します。 電解研磨は社内で実施され、独自の電解液配合によりRaを0.4μmから0.2μmに低減するとともに、0.005~0.010mmの表面材料を除去することで、微細な亀裂や埋没した汚染物質を除去します。この「機械加工+表面仕上げ」という二重の能力により、重要用途向けに認証済み部品を必要とするEPC企業にとって、サプライチェーンの複雑さが軽減されます。 高信頼性が求められる用途においては、ASTM E213に準拠した超音波検査を機械加工面に実施し、直径0.5mmまでの表面下欠陥を検出します。不適合基準は、壁厚の10%を超える任意の欠陥の検出と定められています。すべての検査機器は、認定試験所によりISO 17025に準拠して校正されており、CMM(三次元測定機)は12ヶ月ごと、手持ち工具は6ヶ月ごとの校正間隔が設定され、国際規格へのトレーサビリティが確保されています。
試作から量産まで対応しており、初回試作品のリードタイムは通常4~6週間、既定のプログラムに基づくリピート注文の場合は2~3週間です。エンジニアリングチームは、3Dモデルを受領後48時間以内にDFM(製造性設計)に関するフィードバックを提供し、ステンレス鋼の加工性を考慮して肉厚、半径、ねじ深さを最適化します。 機械加工と溶接の両方を必要とする複雑なアセンブリについては、FEA(有限要素法)に基づく歪み解析を行い、溶接収縮を予測・補正することで、二次加工を必要とせずに最終寸法が図面公差を満たすことを保証します。大量生産においては、レニショー(Renishaw)のプロービングシステムを用いた自動工程内測定により、工具オフセットをリアルタイムで調整し、重要寸法においてCpk値を1.67以上に維持します。 加工後、部品は60°Cの脱イオン水を用いた水系超音波洗浄システムで洗浄され、HEPAフィルターを通した空気中で乾燥されます。これにより、油圧システム部品向けのISO 4406クラス14/11/8に準拠した清浄度レベルを達成しています。 ISO 3834-2、EN 1090-2 EXC3、およびAWS D1.1の認証を取得しているメーカーとして、ステンレス鋼のCNC加工に関するご要件についてご相談いただく場合は、技術営業チーム(sales@leadingtopunion.com または +86-512-xxxx-xxxx)までご連絡ください。
| 機能 | 仕様 |
|---|---|
| オーステナイト系鋼種 | 304、304L、316、316L、321、347 |
| 二層構造のグレード | 2205、2507、S31803 |
| PH値 | 17-4PH (630)、15-5PH (XM-12) |
| 表面仕上げ | Ra 0.4μm(電解研磨:Ra 0.2μm) |
| 寛容 | ±0.02mm |
| 不動態化 | ASTM A967 / クエン酸 |
ご要望をお送りいただければ、24時間以内に見積もりと納期をご連絡いたします。