鉱山機械のフレーム
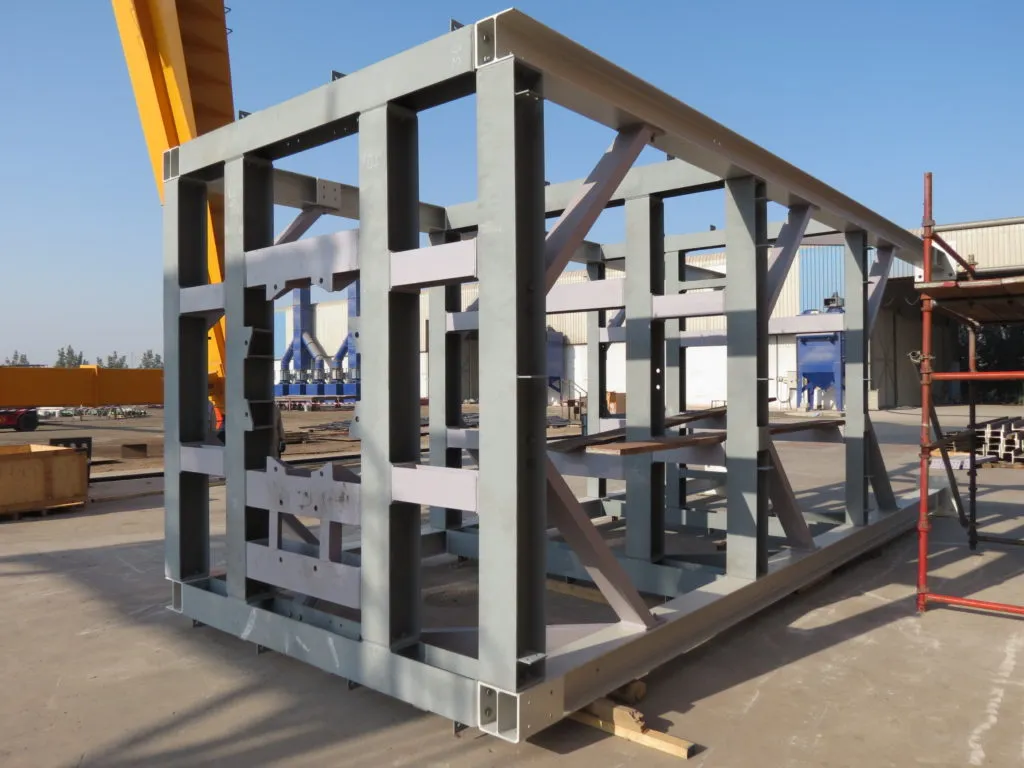
掘削機本体、ダンプトラックのフレーム、破砕機のハウジング、コンベヤ構造物など、鉱山機械用の重荷重用構造フレーム。当社は高張力鋼材を使用し、完全溶込み溶接を施し、非破壊検査による検証を行った鉱山用フレームを製造しています。
掘削機本体、ダンプトラックのフレーム、破砕機のハウジング、コンベヤ構造物など、鉱山機械用の重荷重用構造フレーム。当社は高張力鋼材を使用し、完全溶込み溶接を施し、非破壊検査による検証を行った鉱山用フレームを製造しています。
年間生産能力3万トン
最大200mmのプレート
AWS D1.1 / EN 1090
包括的な非破壊検査
Leading Top Unionが製造する鉱山機械のフレームは、露天掘りおよび坑内採掘作業において生じる過酷な繰返し荷重、衝撃力、および摩耗環境に耐えられるよう設計されています。 S355J2+N、S460ML、S690QL、Hardox 400/500 などの高強度鋼材が使用されており、これらは 355 MPa から 690 MPa までの降伏強度の要件に基づいて選定されています。 10 mm から 200 mm の厚さの鋼板は、フラックス入りアーク溶接 (FCAW)、サブマージアーク溶接 (SAW)、およびガスメタルアーク溶接 (GMAW) プロセスを使用して溶接され、これらはすべて AWS D1.1:2020 構造溶接規格の認定を受けています。 すべての重要溶接部は、ASTM E164に準拠した100%超音波探傷試験(UT)を受け、さらに表面欠陥に対しては磁粉探傷試験(MT)および浸透探傷試験(PT)が実施されます。 動的荷重下での寸法安定性が要求される組立品については、ASME BPV 規格第 VIII 編に従って応力除去熱処理を施し、厚さ 25 mm につき 1 時間、595°C ± 15°C で保持した後、残留応力を最小限に抑えるよう制御冷却を行います。
この製造プロセスでは、取付面およびベアリングハウジングの精密加工を統合し、重要穴径において±0.05 mm、1メートルスパンにわたる平面度において±0.1 mmの公差を実現しています。これは、1メートルあたり±0.02 mmの位置決め精度を持つ5軸CNCボーリングミルおよびガントリー型フライス盤を用いて達成されています。 ドラグライン、掘削機、運搬トラックを支える鉱山機械のフレームについては、ボルト穴パターン、ダボピン位置、およびRa 3.2μm以上の表面粗さ要件といったOEM仕様に適合するよう、接合面が加工されています。 単体加工可能な最大重量は60トンに達し、中間接合部なしで、アンダーキャリッジフレーム、ブームセクション、およびシャーシアセンブリの完全な製造が可能です。各フレームは、体積精度±0.03 mmのレーザートラッカーを用いて寸法報告書と照合され、現場の既存機器との互換性が確保されています。
製鋼所証明書から最終組立に至るまで材料のトレーサビリティが確保されており、各鋼板はEN 10204タイプ3.1認証に基づき、ロット番号および鋼種によって識別されます。 Hardox 400 および 500 グレードについては、SSAB が推奨する溶接パラメータに従っています。これには、厚さに応じて 100°C から 200°C の予熱温度、および水素誘発割れを防ぐための 250°C のパス間温度制限が含まれます。 溶接材料は母材の強度に合わせて選定されます。S355にはER70S-6、S460にはER100S-G、S690にはER120S-Gを使用し、いずれもAWS A4.3に準拠して拡散性水素含有量を5 mL/100 g未満に抑えています。 厚さ 50 mm を超える S690QL フレームについては、硬度値を 350 HV10 未満にし、北極圏での鉱業作業に不可欠な -40°C までの温度での破壊靭性を確保するために、溶接後の熱処理が義務付けられています。 品質管理システムは、溶接品質全般について ISO 3834-2、施工クラスについて EN 1090-2 EXC3、構造用鋼について AWS D1.1 の認証を取得しています。
Leading Top Unionで製造される鉱山機械用フレームは、世界中の露天掘りおよび地下鉱山で稼働する重機の構造的骨格として機能しています。露天掘りでは、バケット容量が最大120立方メートルに達する電気式ロープショベルにフレームが使用されており、そこではメインデッキフレームが掘削サイクル中に2,000トンを超える動的荷重に耐えなければなりません。 これらのフレームは通常、S690QL鋼材を用いて製造され、ブームの基部付近では板厚100mm~200mmが使用されます。全溶込み溶接が施され、ASTM E2491に準拠したフェーズドアレイ超音波検査(PAUT)による検査が行われます。 ドラグラインの運用においては、5,000トンの静荷重を接地面に分散させる歩行機構フレームおよびタブ構造が製造されます。これには、回転時の固着を防ぐため、直径10メートルにわたって±1 mmの平坦度公差が要求されます。すべてのドラグライン・タブフレームには、溶接による歪みを除去し、連続運転下で20年を超える耐用年数を確保するために、応力除去熱処理が施されます。
地下採掘用途では、積載・運搬・投棄(LHD)車両、天井ボルト締め機、および連続採掘機向けに、コンパクトで高強度のフレームが求められます。積載量10~25トンのLHDユニット用フレームは、厚さ20mm~60mmのHardox 400で製造されており、複雑な形状に対する溶接性を維持しつつ、岩石の衝撃に対する耐摩耗性を発揮します。 関節部およびピボットポイントは±0.05 mmの公差で機械加工され、全負荷状態で50万サイクルの耐久性を有する青銅製ブッシュまたは球面ベアリングが取り付けられています。ルーフボルター用フレームについては、一体型の油圧タンクマウントおよびドリルガイドレールが±0.1 mmの位置合わせ精度で機械加工され、6メートルの長さにおいてボルト穴の配置精度を2 mm以内に確保しています。 これらのフレームは、ASTM E709に準拠してすべての隅肉溶接部に対し100%の磁気探傷検査(MT)を実施し、油圧回路については定格作動圧力の1.5倍(最大350バール)での耐圧試験を行っています。実績には、サンドビック、アトラスコプコ、キャタピラーの地下用機器向けフレームが含まれており、設計はASME VIII Div. 2の弾性応力限界に基づき、有限要素法(FEA)によって検証されています。
従来の採掘分野に加え、フレームは鉱物処理や資材運搬における特殊機器の支持にも用いられています。処理能力が1時間あたり5,000~12,000メートルトンのセミモビリティ式破砕プラント向けには、最大厚さ150 mmのS460ML鋼を使用した支持フレームが製造されており、ジャイラトリークラッシャーや振動フィーダーからの衝撃荷重を吸収するように設計されています。 これらのフレームには、3メートルのスパンで平坦度±0.2mmを確保した、クラッシャーベース用の機械加工済み取付パッドが組み込まれており、偏心軸とベアリングの適切な位置合わせを保証します。 最大 20 キロメートルに及ぶ陸上コンベヤシステムでは、ヘッドおよびテールプーリーフレームが、H7 公差で機械加工された軸穴と、ISO 286 に準拠したベアリングハウジングの嵌合部を備えて製造されています。各フレームは、EN 1090-2 に準拠した高強度の摩擦グリップボルトを使用して現場でボルト締結されるように設計されており、校正済みのトルクレンチを使用して、耐力荷重の 70% まで予圧がかけられています。 また、これらのフレームは鉱山排水ポンプステーションでも使用されており、S355J2鋼構造体が最大3,000 kWの定格出力を持つ垂直タービンポンプを支えています。この場合、ISO 10816-3に準拠し、振動限界値を4.5 mm/s RMS以下に抑える必要があります。
ISO 3834-2認証により、すべての鉱山用機器フレームが、溶接手順の認定、溶接工の認定、および検査手順を網羅した包括的な溶接品質システムの下で製造されていることが保証されます。溶接手順は、構造用鋼についてはAWS D1.1、圧力容器部品についてはASMEセクションIXに準拠して認定されており、S355からHardox 500までのすべての鋼種に対応するPQR(溶接手順認定書)が用意されています。 コマツ PC8000 およびリープヘル R 9800 ショベルに使用される重要フレームについては、完全溶込みを達成するために、溝角 30°~45°、根元開口幅 3 mm~6 mm、および必要に応じたバッキングバーを用いた、事前認定済みの継手設計が維持されています。 各溶接工は、厚さおよび位置の制限なしにAWS D1.1表4.2の認定を受けており、曲げ試験および放射線検査を含む年次再認定を受けています。非破壊検査(非破壊検査)技術者は、UT、MT、およびPTにおいてASNTレベルIIおよびIIIの認定を保持しており、ASTM E164基準ブロックで校正された2.25 MHzトランスデューサを使用して、完全溶込み(CJP)溶接部すべてに対して100%のUT検査を実施しています。
蘇州の製造施設では3交代制で操業しており、10トンから100トンの積載能力を持つ15台の天井クレーンを活用し、週に200トン以上の組立フレームを生産する能力を有しています。60トンを超えるフレームについては、定格積載量の±2%の精度を持つロードセルを備えた同期式ホイストを用いて、複数台のクレーンによる吊り上げを調整しています。 機械加工設備には、主軸径160mm、加工範囲6m×3mのCNCボーリングミルが含まれており、位置決め精度±0.01mm、繰り返し精度±0.005mmを実現しています。取付面の平面研削は、2m×1mのマグネットチャック式研削盤で行われ、1メートルあたりの平坦度を0.02mm以内に維持しています。 すべての加工面は、MIL-PRF-16173 Grade 2に準拠した防錆油で保護されており、重要な穴には出荷時にプラスチックキャップが装着されます。フレームあたり最大200測定ポイントのCMMデータを含む完全な寸法検査報告書が提供され、NIST規格にトレーサブルです。
チリ、オーストラリア、インドネシアで稼働する鉱山機械のフレーム仕様について、キャタピラー、コマツ、リープヘルとの直接的な連携体制を確立しました。 電気ロープショベルの車体用フレームを500台以上製造しており、各フレームの重量は45~55トンで、AWS D1.1に基づく溶接継手の効率は95%を超えています。これらのプロジェクトでは、直径1.6 mmのワイヤを用いたFCAWによる縦方向のシーム溶接にロボット溶接を導入し、1時間あたり8 kgの溶着量と毎分400 mmの移動速度を達成しました。 応力除去熱処理は、8メートル×4メートル×3メートルのガス焚き炉で行われ、炉内温度の均一性は±10°C、プログラム可能な昇温速度は1時間あたり50°Cです。 品質記録によると、鉱山用フレームの初回合格率は98.5%であり、手直しは軽微な外観上の欠陥に限定されています。溶接不良および寸法公差に対して24ヶ月の保証が提供されており、1件あたり最大1,000万米ドルの賠償責任保険が適用されます。フレーム設計のレビューおよび48時間以内のお見積もりについては、エンジニアリングチーム(sales@leadingtopunion.com)までお問い合わせください。
| 機能 | 仕様 |
|---|---|
| 最大1個 | 60トン |
| 板厚 | 10~200mm |
| 鋼種 | S355 / S460 / S690 / Hardox 400/500 |
| 溶接 | FCAW、SAW、GMAW(AWS D1.1に準拠) |
| 非破壊検査 | すべての重要溶接部において、UT、MT、PT検査を実施する |
| 機械加工 | 取付面のCNC中ぐり・フライス加工 |
ご要望をお送りいただければ、24時間以内に見積もりと納期をご連絡いたします。