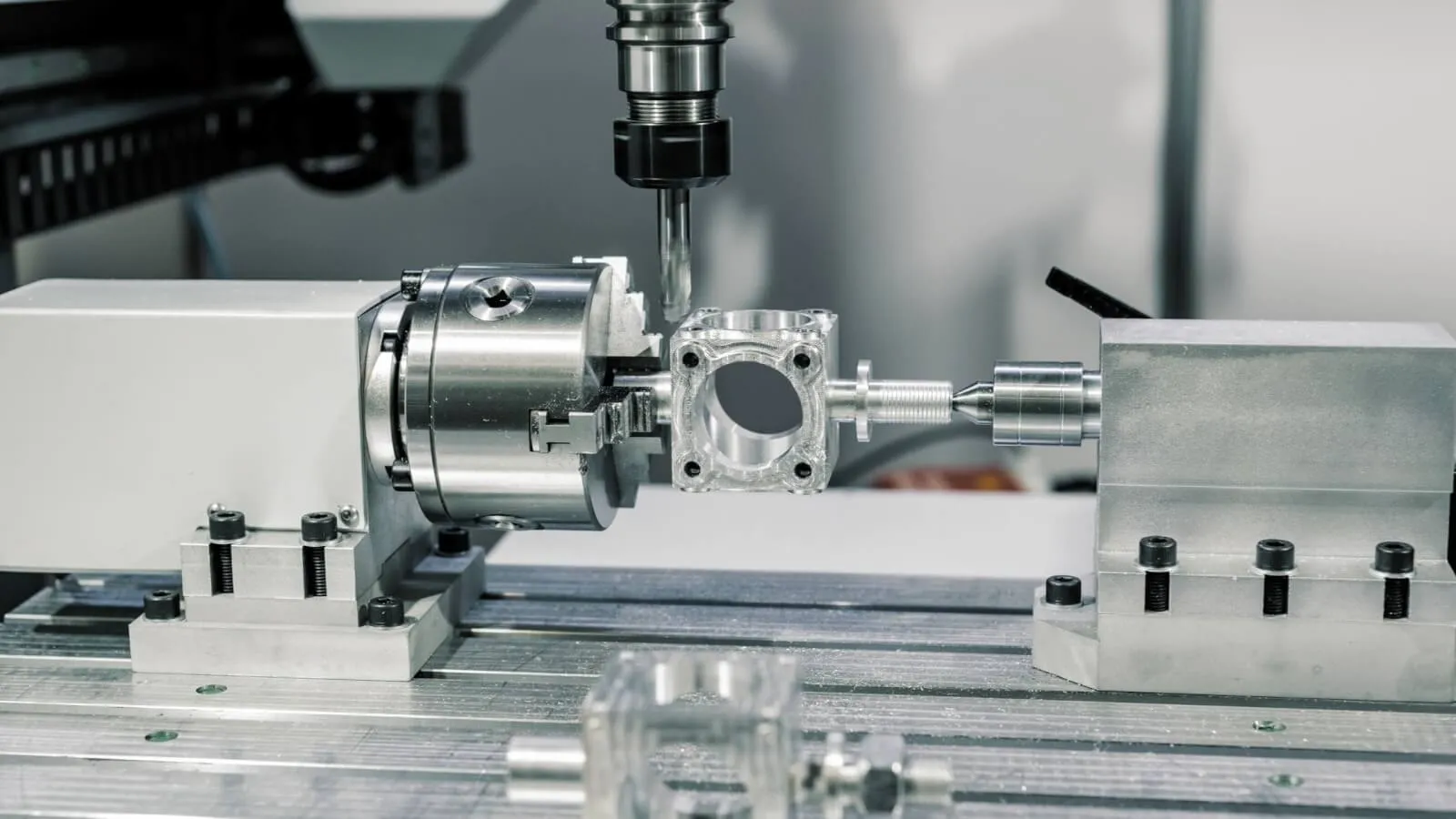
CNC穴あけ・タップ加工
正確な穴配置、深穴、ねじ加工が求められる生産部品向けに、高精度なCNCドリル加工およびタップ加工サービスを提供しています。当社の専用ドリル加工センターと多軸加工機により、大量注文においても安定した品質を実現します。
正確な穴配置、深穴、ねじ加工が求められる生産部品向けに、高精度なCNCドリル加工およびタップ加工サービスを提供しています。当社の専用ドリル加工センターと多軸加工機により、大量注文においても安定した品質を実現します。
公差 ±0.01mm
最大長さ 12m
ISO 9001認証取得
24時間365日体制
CNCによる穴あけ・タップ加工機能は、生産量と再現性が極めて重要となる大量生産環境向けに設計されています。多軸構成により複数の穴を同時に加工できるため、複雑な穴配置における単軸加工と比較して、サイクルタイムを最大60%短縮できます。 ボルトサークル600mmに直径18mmの穴を24個必要とする一般的なフランジプレートの場合、本システムは自動工具交換および工程内測定検証を含めて、4分未満のサイクルタイムを実現します。 20,000 RPMに達する主軸回転数により、構造用鋼(S235JR~S460ML)から、海洋・船舶用途で一般的な二相ステンレス鋼やアルミニウム合金に至るまで、鉄系および非鉄系材料の両方を効率的に加工することが可能です。
深穴加工は、当社のサービスを他社と差別化する専門技術であり、特に油路、油圧ポート、または冷却路を必要とする部品においてその真価を発揮します。標準的なツイストドリル加工では深径比40:1、ガンドリル加工では最大100:1を実現し、いずれも深さ100mmあたり0.1mm以内の穴の真直度を維持しています。 これは、油圧シリンダーブロック、バルブボディ、熱交換器のチューブシートなど、穴の位置ずれが流体の流れの阻害や早期摩耗を引き起こす恐れのある用途において極めて重要です。この加工工程では、スピンドルを通じて70バールの高圧冷却液を供給するシステムを採用しており、4140合金鋼や316Lステンレス鋼などの材料において、深さ500mmを超える場合でも、効果的な切りくず排出と熱的安定性を確保しています。
堅牢な機械構造、予圧ナット付きの高精度ボールねじ、およびリニアエンコーダからの閉ループフィードバックを組み合わせることで、穴配置における±0.05mmの位置精度が維持されています。この公差は、ISO 1938-2に準拠したCMMサンプリングにより毎回の生産ロットで検証されており、すべての重要寸法について統計的工程管理図が作成・管理されています。 3000 × 2000 × 1000mmの加工範囲により、風力タービンのタワーフランジ、鉱山機械のベースプレート、圧力容器のノズルなどの大型部品にも対応可能です。自動工具測定システムはレーザープローブを使用して工具の長さと直径を2ミクロン以内の精度で設定し、熱膨張や工具の摩耗を自動的に補正します。これにより、手動による介入なしに、500個以上の部品を生産する全工程を通じて一貫したねじ品質を確保します。
M3からM64までのタップ加工は、小型の計器用ポートから大型の構造用ボルト接合に至るまで、幅広い締結要件に対応しています。 メートルねじについてはISO 6H/6g公差に準拠し、ユニファイドねじについてはASME B1.1 Class 2A/2B規格に準拠しています。タップ加工プロセスでは、スピンドルの回転と送り速度を1回転あたり0.01mm以内の精度で同期させる剛性タップサイクルを採用しており、浮動式タップホルダーでよく見られるねじピッチの誤差を排除しています。 インコネル625や17-4 PHステンレス鋼などの高強度材料に対しては、冷間加工によりより強固なねじ山を形成するねじ成形タップを採用しており、母材の特性の80%を超える引張強度を実現しています。これは、石油化学および発電設備における重要用途向けに、ASTM F606に基づく引き抜き試験を通じて検証されています。
石油・ガス分野において、CNCによる穴あけ・タップ加工サービスは、最大15,000 psiの圧力および-46°Cから250°Cの温度に耐えなければならない坑口設備、クリスマスツリー、マニホールドシステムの製造を支えています。 最近の海底マニホールドプロジェクトでは、厚さ80mmのF22鍛造鋼に直径32mmの穴を48箇所穿孔し、1200mmのボルトサークル全体で位置精度を±0.05mm以内に維持しました。 M36 x 3mmピッチのタップ加工されたねじ山は、ねじプラグゲージおよび超音波検査により検査され、深さの90%地点での完全なねじ噛み合わせが確認されました。これらの部品は、酸性環境向けのAPI 6AおよびNACE MR0175/ISO 15156の要件に準拠しており、水素脆化を防ぐため、すべての穴あけおよびタップ加工は制御された冷却液条件下で実施されました。
洋上風力発電の用途では、設計寿命25年間にわたり20MNを超える動的荷重および10^7回の疲労サイクルに耐えなければならないタワーフランジ、トランジションピース、ナセル部品に対し、高精度な穴あけおよびタップ加工が求められます。特に、厚さ150mmのS355NL鋼板にL/D比80:1のボルト穴を加工する必要があるタワーフランジにおいては、ガンドリル加工能力が極めて重要です。 100mmあたり0.05mmという穴の真直度公差により、フランジ接合部全体での適切なボルト位置合わせと荷重分散が確保されます。 モノパイル基礎で一般的なM64×4mmボルト用のねじ切り加工は、火炎切断された鋼板の端部に見られる不連続な切断面に対応するため、TiAlNコーティングを施した特注の研磨タップを使用して行われます。すべての作業はEN 1090-2 EXC3施工クラスの要件に準拠しており、各穴およびねじ山について文書化されたトレーサビリティが確保されています。
鉱山および鉱物処理設備では、粉塵や異物が混入する摩耗の激しい環境下で稼働する破砕機フレーム、スクリーンデッキ、コンベヤ部品に対し、堅牢な穴あけ・タップ加工が求められます。 多軸ドリル加工により、ボルト固定式ライナーを取り付けるために直径12mmの穴を100個以上開ける必要がある摩耗プレート部品のサイクルタイムを50%短縮します。±0.05mmの位置精度により、3メートルの区間全体で0.2mm以内のライナー位置合わせが保証され、締結部品の位置ずれによる早期摩耗を防ぎます。 Hardox 400または500材製の重機ベースプレートについては、厚さ最大100mmの貫通穴あけを、分速80~120メートルで回転する超硬チップドリルで行い、1刃あたり200穴以上の工具寿命を実現しています。 M30 x 3.5mmボルト用のタップ加工には、50バールのスピンドル内冷却液を供給するスパイラルフルートタップを使用し、深いブラインド穴から切りくずを除去します。
ガスタービンや蒸気タービン、熱回収蒸気発生器、原子炉部品などの発電用途では、最高レベルの精度と文書化が求められます。CNCドリル加工では、直径6mmの冷却孔を200個以上、最大30度の複合角度で加工するタービンダイアフラムリングにおいて、穴位置の公差を±0.05mmに抑えることが可能です。 CrMoV鋼においてL/D比60:1を必要とするローターボア冷却チャネルには、深穴加工能力が不可欠です。タービンケーシングにおけるM16~M48の締結用ねじ切り加工は、ASME B16.5フランジ規格に準拠しており、すべてのねじ山は20倍の倍率で光学比較器を用いて検査されます。 原子力用途においては、ASME NQA-1に準拠した完全なトレーサビリティが維持されており、これには材料のヒート番号、工具のシリアル番号、およびすべての穴あけ・タップ加工箇所に関する検査記録が含まれます。
溶接品質管理に関するISO 3834-2認証は、すべての機械加工工程にも適用され、穴あけおよびタップ加工プロセスも同様の厳格な品質管理システムの下で管理されています。つまり、すべての穴の位置やねじ山について、単なる合否結果だけでなく、実際の測定値を含むデジタル検査報告書が作成されます。 第三者による検証を必要とするEPC企業向けに、ISO 2768-mKまたは顧客指定の公差に基づく完全な寸法検査報告書が提供され、CMMデータはPDFまたはExcel形式でエクスポート可能です。品質管理システムはTÜV SÜDにより年次監査を受けており、調達担当者は、1個から10,000個までの生産ロットにわたって、工程がトレーサビリティおよび再現性に関する国際基準を満たしていることを確信できます。
多軸穴あけ加工と自動工具測定を組み合わせることで、単一の機械加工業者では実現できない生産規模において、安定した品質を実現します。 各24個の穴あけ・タップ加工を必要とする200個のフランジという典型的な受注案件の場合、1個あたり3.5分のサイクルタイムは、合計700分の加工時間に相当します。これに対し、従来の設備では1,400分を要します。このサイクルタイムの50%短縮は、精度を損なうことなく達成されています。これは、レーザー工具測定システムが50穴ごとに工具の摩耗を自動的に補正するためです。 その結果、穴の位置とねじピッチにおいてCpK値1.67以上を達成しており、これは自動車や重機関連の仕様で一般的に要求される最低基準である1.33を上回っています。蘇州工場は24時間365日体制で稼働しており、冗長化されたスピンドル能力を備えているため、リードタイムが2週間の急ぎの注文であっても、納期通りの納品を確実に実現しています。
材料の汎用性は大きな強みであり、200種類以上の異なる合金(炭素鋼、ステンレス鋼、ニッケル合金、チタン、アルミニウムなど)に対する穴あけおよびタップ加工の実績があります。各材料について、主軸回転数、送り速度、ピッチ深さ、クーラント圧力などの切削パラメータが文書化されており、実験計画法を通じて最適化されています。 15年以上にわたる生産経験に基づいて構築されたこのデータベースにより、試行錯誤による設定作業を必要とせずに、複雑な部品の見積もりと納品が可能となります。例えば、厚さ300mmのインコネル718に直径8mmの穴を開けるには、1,200 RPMのスピンドル回転数、0.02mm/回転の送り速度、2mmのペック深さ、および70バールのクーラント圧という特定のパラメータが必要です。 エンジニアは、材料や加工深さの要件に基づき、工具コーティング(鋼材にはTiAlN、ステンレスにはAlTiN、アルミニウムにはダイヤモンドライクカーボン)を選択し、工具寿命と表面仕上げを最大化します。
継続的な改善への取り組みは、12時間の連続生産中でも精度を維持する温度補償システムを備えた新しいCNCドリル加工センターへの投資に反映されています。これらの機械は、振動を遮断する基礎上に設置され、±1°Cの精度で能動的な温度制御が行われるため、周囲の環境条件にかかわらず寸法安定性が確保されます。 NPT、BSPT、ACMEなどの特殊なねじ形状を必要とするお客様のために、500種類以上のタップ形状のライブラリを整備しており、特注の研磨タップも5営業日以内に製造可能です。 品質エンジニアは、お客様の調達チームと直接連携し、図面要件の確認、薄肉部や交差穴などの潜在的な問題の特定を行い、生産開始前に解決策を提案します。この予防的なアプローチにより、CNCドリル加工およびタップ加工における初回合格率は98.5%を達成しており、不適合が発生した場合は24時間以内に是正措置が実施されます。
| 機能 | 仕様 |
|---|---|
| 穴径の範囲 | 1ミリメートル~200ミリメートル |
| 深穴率 | 40:1(標準)、100:1(ガンドリル) |
| 位置精度 | ±0.05mm |
| ねじ山範囲 | M3 - M64 |
| 最大加工物サイズ | 3000 × 2000 × 1000mm |
| 主軸回転数 | 最大20,000回転/分 |
ご要望をお送りいただければ、24時間以内に見積もりと納期をご連絡いたします。