Product Overview
Cast iron CNC machining at Leading Top Union delivers precision tolerances of ±0.03mm on gray iron (GG20, GG25, GG30 per EN-GJL-250), ductile iron (GGG40, GGG50, GGG60, GGG70 per EN-GJS), and compacted graphite iron (CGI grades GJV-300, GJV-400, GJV-500). The Suzhou facility handles raw castings up to 20,000 kg, performing rough and finish machining on components for oil and gas valves, offshore wind turbine housings, and mining equipment. Coordination directly with foundries manages casting defects such as porosity, inclusions, and hard spots before machining begins, ensuring dimensional stability and surface finish targets of Ra 1.6 to 6.3 μm are met consistently.
Material-Specific Machining Parameters
The CNC machining process for cast iron begins with a thorough inspection of the as-cast geometry using CMM equipment with GD&T reporting per ASME Y14.5-2018. For gray iron grades like GG25 (EN-GJL-250), the material’s inherent damping capacity and machinability index of 0.8 to 1.2 relative to steel is accounted for, with carbide tooling selected at specific rake angles to minimize edge buildup. Ductile iron grades such as GGG50 (EN-GJS-500-7) require attention to nodularity above 80% to avoid tool chatter during high-speed operations, while CGI grades like GJV-400 demand specialized cutting parameters due to their 30% higher tensile strength compared to conventional gray iron.
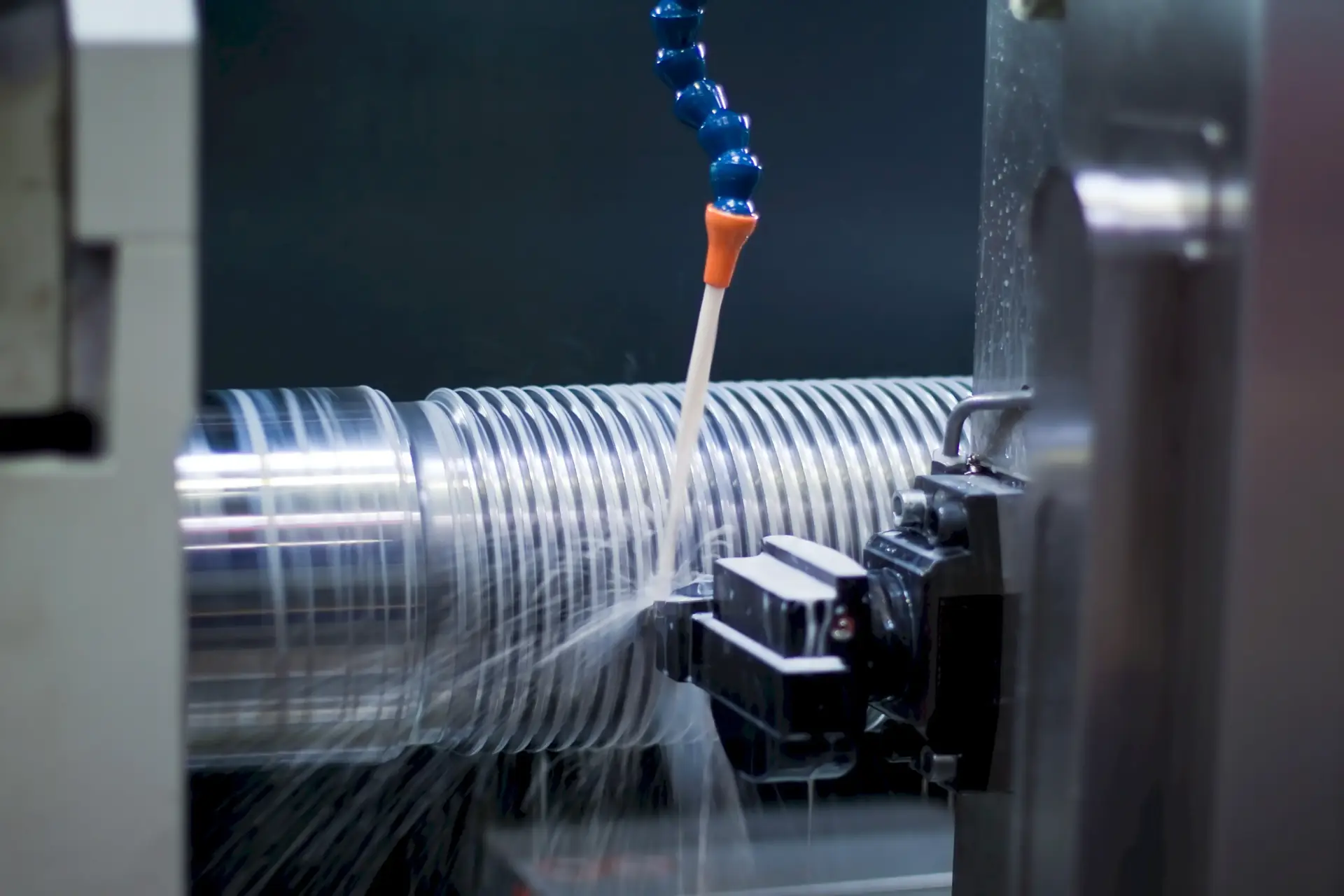
High-Speed Machining and Thermal Control
Multi-axis machining centers with spindle speeds up to 12,000 RPM and feed rates calibrated to cast iron’s abrasive nature are applied, achieving surface finishes as fine as Ra 1.6 μm on critical sealing surfaces. For large castings exceeding 5,000 kg, gantry-type CNC machines with 4-meter by 2-meter work envelopes are used, maintaining thermal stability through coolant systems that control chip evacuation and prevent workpiece distortion. Stress-relief heat treatment cycles at 540°C to 600°C are included for complex ductile iron components, reducing residual stresses from casting and ensuring long-term dimensional accuracy under operating temperatures up to 350°C in petrochemical applications.
In-Process Quality Verification
Quality control integrates in-process probing with Renishaw inspection probes to verify critical features like bore diameters, flange faces, and bolt hole patterns within ±0.03mm tolerances. All machining parameters are documented, including cutting speeds of 80 to 150 m/min for gray iron and 60 to 120 m/min for ductile iron, with depth of cut limited to 3 mm per pass to prevent subsurface damage. Final inspection includes CMM reports with full GD&T analysis, surface roughness measurements using profilometers, and hardness testing per ASTM E10 to confirm Brinell values within specified ranges for each grade, such as 180-240 HB for GG25 and 200-260 HB for GGG50.
Applications & Industries
In the oil and gas sector, cast iron CNC machining produces valve bodies, pump housings, and compressor components from ductile iron grades like GGG60 and GGG70, which offer yield strengths of 370 MPa and 420 MPa respectively. These parts operate in API 6D and API 600 applications, requiring sealing surfaces machined to Ra 1.6 μm and flatness tolerances of 0.05 mm per meter to prevent fugitive emissions. Gate valve bodies weighing up to 8,000 kg for subsea manifolds are machined, with bore diameters ranging from 50 mm to 600 mm, all verified by CMM inspection against ASME B16.34 pressure-temperature ratings.
Offshore Wind Energy Component Machining
For offshore wind energy, gray iron (GG30) and CGI (GJV-500) components are machined for turbine gearbox housings and main bearing supports, where fatigue resistance under cyclic loads is critical. These castings, often exceeding 10,000 kg, require precision machining of mounting interfaces to within ±0.05 mm to align with planetary gear systems rated for 5 MW to 15 MW turbines. Oil galleries and cooling channels are machined with surface finishes of Ra 3.2 μm, followed by non-destructive testing per DNV-GL-ST-0361 to detect any micro-cracks induced during roughing operations.
Mining and Mineral Processing Durability
Mining and mineral processing rely on machined cast iron components for slurry pump housings, crusher frames, and mill liners made from wear-resistant gray iron grades like GG25 with hardness values of 190-220 HB. These parts endure abrasive slurries with particle sizes up to 50 mm and operating pressures of 1.5 MPa, requiring machined impeller bores and volute profiles within ±0.1 mm tolerances. Components for ball mills with diameters up to 3 meters are machined, ensuring concentricity of trunnion bearings to 0.08 mm per meter to reduce vibration and extend bearing life under continuous 24/7 operation.
Power Generation and Petrochemical Precision
Power generation applications include machining of ductile iron (GGG40) turbine casing segments and exhaust diffusers for gas turbines rated at 50 MW to 200 MW. These components require controlled thermal expansion characteristics, with machined joint faces achieving flatness of 0.03 mm per 300 mm to prevent hot gas leakage at operating temperatures of 400°C. Gray iron cylinder blocks and heads for large diesel generators are also produced, with cylinder bore tolerances of H7 (0 to +0.025 mm for 100 mm diameter) and surface finishes of Ra 0.8 μm to ensure oil film retention and ring seal integrity.
In petrochemical processing, CNC machining delivers ductile iron (GGG50) reactor agitator shafts and mixer hubs that resist corrosion in chemical environments with pH ranges of 4 to 10. These components, weighing up to 5,000 kg, require keyway machining to DIN 6885 tolerances and thread milling to ISO 965-1 standards for assembly with stainless steel fasteners. Flanged connections per ASME B16.47 are machined for piping systems operating at 2.5 MPa, with raised face surfaces finished to Ra 1.6 μm to ensure leak-proof sealing under thermal cycling from -20°C to 250°C.
Why Choose Leading Top Union for Cast Iron CNC Machining
Leading Top Union combines ISO 3834-2 welding certification with EN 1090-2 EXC3 and AWS D1.1 standards, but cast iron CNC machining capability extends beyond welding to full mechanical processing of raw castings. The entire supply chain from pattern design and foundry coordination to final machining is managed, reducing lead times by 15% to 20% compared to using separate vendors. Engineers review casting drawings for machinability issues such as hard spots from chill zones or porosity near critical sealing surfaces, recommending design modifications to avoid scrap before production begins.
Facility Capabilities and Tooling Infrastructure
The facility in Suzhou operates 24/7 with 30 CNC machining centers, including five-axis machines capable of handling complex geometries on castings up to 20,000 kg. Tooling inventories specific to cast iron are maintained, including CBN inserts for ductile iron finishing and coated carbide for gray iron roughing, achieving tool life of 45 to 60 minutes per edge at recommended cutting parameters. Each machine is equipped with chip conveyors and mist extraction systems to handle the abrasive graphite dust from gray iron, ensuring consistent surface quality and operator safety during long production runs.
Comprehensive Inspection and Documentation
Complete inspection documentation is provided with every order, including CMM reports with GD&T analysis per ASME Y14.5-2018, surface roughness profiles, and material certification verifying chemical composition and mechanical properties per EN 1561 for gray iron and EN 1563 for ductile iron. The quality management system includes first-article inspection (FAI) for new casting designs, with dimensional reports showing deviations within ±0.03 mm on critical features. For large castings, in-process dimensional checks are performed at roughing, semi-finishing, and finishing stages to catch thermal distortion or tool wear effects early.
Engineering Support and Global Logistics
The engineering team supports global EPC firms with design-for-manufacturing (DFM) reviews, recommending optimal datum structures and tolerance stacks to minimize machining costs while meeting functional requirements. Experience machining castings with wall thicknesses from 10 mm to 200 mm is leveraged, adjusting feed rates and coolant pressures to prevent vibration in thin sections and ensure heat dissipation in thick sections. For ductile iron components requiring pressure tightness, hydrostatic testing up to 10 MPa and helium leak testing per ISO 20485 are offered to verify seal integrity after machining.
Machined cast iron components are shipped to clients in Europe, North America, and the Middle East, with packaging designed to prevent corrosion during transit, including VCI paper and desiccant packs for ocean freight. The logistics team coordinates with freight forwarders to meet project schedules, offering expedited delivery for emergency replacements within 10 to 14 working days. With certifications including ISO 3834-2 and EN 1090-2, the quality requirements of major EPC contractors in oil and gas, offshore wind, and power generation are met, providing a single source for cast iron CNC machining from prototype to production volumes.