Product Overview
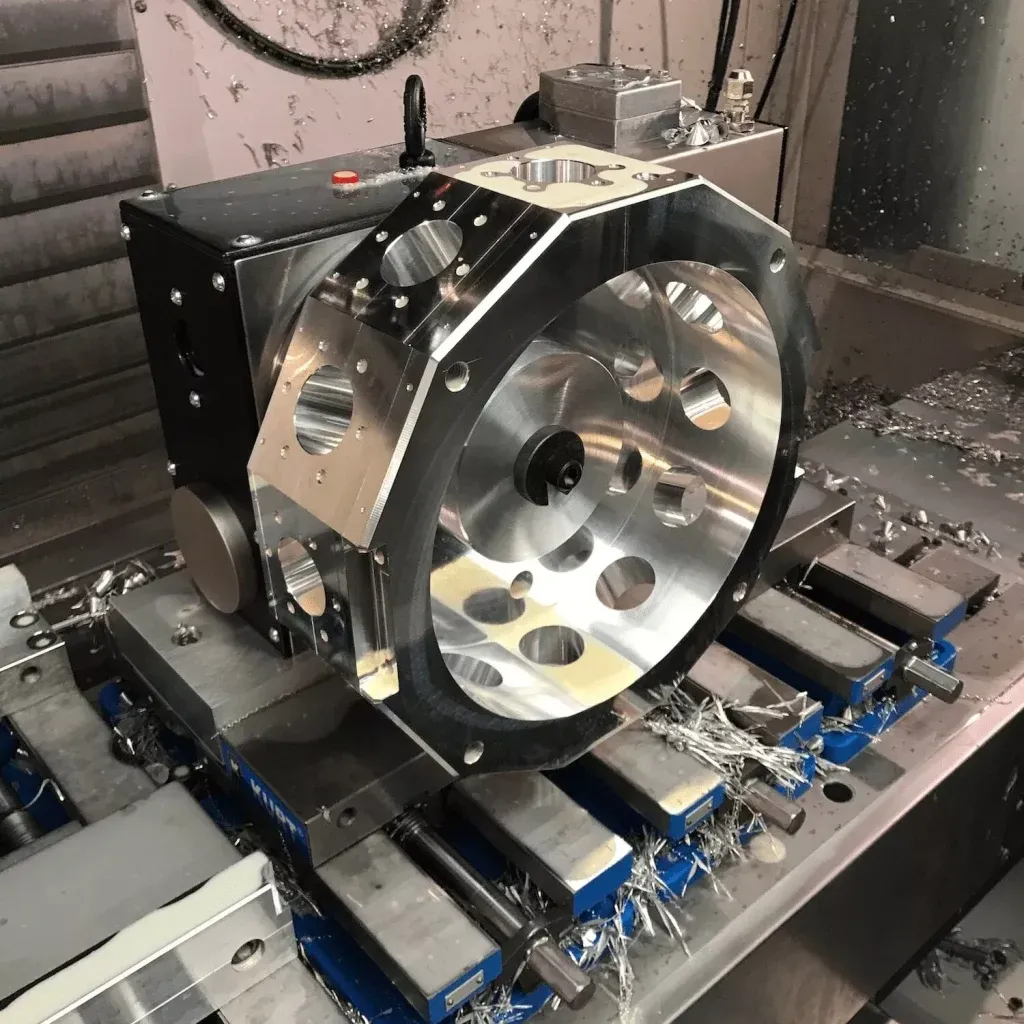
4-axis CNC machining services from Leading Top Union provide precise multi-sided machining for complex industrial components. Machining centers integrate a rotary B-axis table that enables simultaneous 4-axis interpolation, allowing angled holes, helical contours, and intricate 3D profiles to be machined in a single setup. This eliminates multiple fixture changes and reduces cumulative positioning errors. For procurement engineers evaluating high-tolerance parts, standard positional accuracy of ±0.02mm with repeatability of ±0.005mm ensures consistent results across production runs. Surface finishes from Ra 0.8 to 3.2μm are achieved, meeting critical applications in oil and gas, offshore wind, and power generation sectors.
Workpieces up to 3000 × 1500 × 1200mm with a maximum weight of 8,000 kg are accommodated, making these services suitable for large-scale components such as turbine housings, pump casings, and structural brackets. The spindle operates at speeds up to 12,000 RPM, enabling efficient material removal rates while maintaining thermal stability during extended cutting cycles. Rigid machine structures with cast iron bases and high-precision linear guides dampen vibration, which is critical when machining hard alloys like Inconel 718 or duplex stainless steel. Processes are validated under ISO 3834-2 quality standards, ensuring traceability and compliance with international fabrication codes. In addition, the machines are equipped with through-spindle coolant systems capable of delivering up to 70 bar pressure, allowing for effective chip evacuation and heat dissipation during deep-hole drilling or high-speed machining of hardened steels. This capability is particularly valuable when machining components for hydraulic systems, where internal passages must meet stringent cleanliness requirements per ISO 4406 standards.
The rotary table on these 4-axis machines provides 360-degree continuous rotation with indexing accuracy of ±5 arc-seconds, allowing features on multiple faces to be machined without repositioning. This capability is particularly valuable for components requiring angular holes, tapered surfaces, or complex cam profiles. For example, a 12-inch diameter impeller with 18 blades can be machined in a single clamping operation, reducing cycle time by up to 40% compared to conventional 3-axis methods. Advanced CAM software is used to optimize tool paths, minimizing air cutting and ensuring consistent chip loads. This approach extends tool life and improves surface integrity, which is essential for fatigue-prone components in mining and petrochemical applications. Furthermore, the machines are capable of helical interpolation for thread milling, allowing threads up to M100 to be produced in a single pass with pitch accuracy of ±0.01mm, eliminating the need for separate tapping operations and reducing overall lead times by 15-20% for multi-threaded components.
Applications & Industries
In the oil and gas industry, 4-axis CNC machining services produce valve bodies, Christmas tree components, and subsea connector hubs that require precise angular ports and sealing surfaces. These parts often involve materials like 4130 alloy steel or 316L stainless steel, machined to tolerances of ±0.02mm for pressure-containing applications. Components for API 6A and API 17D specifications are regularly machined, with surface finishes down to Ra 0.8μm on critical sealing faces. The ability to machine angled holes for hydraulic passages in a single setup reduces the risk of misalignment, which is critical for high-pressure systems operating at up to 15,000 psi. Rotary table capability also enables efficient production of blowout preventer (BOP) components with complex internal geometries, including tapered threads per API 7-2 specifications that require thread form tolerances of ±0.005mm over 200mm thread length.
For offshore wind energy applications, yaw rings, pitch bearings, and gearbox housings are machined that demand high dimensional stability and fatigue resistance. These components, often made from EN 10025 S355NL or EN 10225 S420G10+M structural steels, require precise machining of bolt hole patterns and gear teeth profiles. Ring diameters up to 3000mm and weights exceeding 8 tons can be handled, maintaining positional accuracy across large surfaces. Runout tolerances of 0.05mm on bearing seats are achieved, essential for smooth rotation under variable wind loads. The single-clamping approach reduces the risk of distortion when machining thin-walled sections, a common challenge in lightweight wind turbine components designed for offshore environments. Additionally, the machines can perform gear hobbing operations for ring gears with module up to 12mm, achieving DIN 6 quality for tooth profile accuracy, which is critical for minimizing noise and vibration in yaw drive systems operating at temperatures from -40°C to +60°C.
In power generation and petrochemical sectors, turbine blades, compressor impellers, and pump volutes are produced with complex 3D contours. For steam turbine blades, airfoil profiles are machined from materials like 17-4PH stainless steel or titanium alloys, achieving twist angles and surface finishes that meet ISO 1940 balance requirements. Simultaneous 4-axis interpolation allows smooth transitions between blade root and tip sections to be generated, reducing stress concentrations. Impellers for centrifugal compressors are also machined, with blade thickness tolerances of ±0.05mm and surface roughness of Ra 1.6μm. These components are critical for efficiency in LNG plants and refinery processes, where even minor deviations can affect flow dynamics and energy consumption. For example, a typical 5-stage compressor impeller set requires blade twist angles controlled to within ±0.2 degrees and leading edge radii of 0.3mm ±0.05mm to achieve isentropic efficiency above 85%, as demonstrated in recent projects for ethylene cracker applications.
Why Choose Leading Top Union for 4-Axis CNC Machining Services
Leading Top Union holds ISO 3834-2, EN 1090-2 EXC3, and AWS D1.1 certifications, ensuring 4-axis CNC machining services meet the highest international quality standards for welded and machined components. The quality management system includes in-process inspection using CMM equipment with accuracy of ±0.002mm, and full dimensional reports are provided with every shipment. For procurement engineers at EPC firms, this means reduced supplier qualification time and documented traceability for critical safety components. Material certifications per EN 10204 3.1 or 3.2 are also maintained, covering chemical composition and mechanical properties for all incoming stock. The facility in Suzhou, China, operates with a controlled environment maintained at 20°C ±1°C to minimize thermal expansion effects during precision machining, ensuring dimensional stability across large production runs.
The engineering team has extensive experience machining complex geometries for demanding applications, including components for DNV-GL certified offshore structures and ASME Section VIII pressure vessels. Design for manufacturability (DFM) support is offered, helping clients optimize part geometry for 4-axis machining to reduce costs and lead times. For example, modifications to draft angles or undercut features that enable single-setup machining can be suggested, potentially reducing part cost by 15-25%. Prototype development services are provided with typical lead times of 2-4 weeks for complex parts, followed by production runs with consistent quality. Project managers coordinate with clients on material sourcing, heat treatment, and surface coating requirements, ensuring seamless integration with their supply chain. In addition, the team has expertise in machining components per NORSOK M-001 standards for Norwegian offshore applications, including surface roughness requirements of Ra 0.4μm for sealing surfaces in subsea equipment operating at depths up to 3000 meters.
A wide range of materials is supported, including carbon steels, alloy steels, stainless steels, aluminum alloys, and nickel-based superalloys, with hardness up to 45 HRC. These 4-axis CNC machining services are suitable for both low-volume prototypes and high-volume production, with typical order quantities from 1 to 10,000 parts. Advanced toolpath strategies like trochoidal milling and high-speed machining are used to maximize material removal rates while maintaining tool life. For components requiring post-machining treatments, in-house stress relieving, shot blasting, and surface coating services are offered. Contact the technical sales team at info@leadingtopunion.com to discuss specific requirements and receive a detailed quotation with cycle time estimates and quality documentation. Typical lead times for production orders range from 4-8 weeks depending on complexity, with rush delivery options available for critical projects requiring expedited timelines.