
次要鋼結構
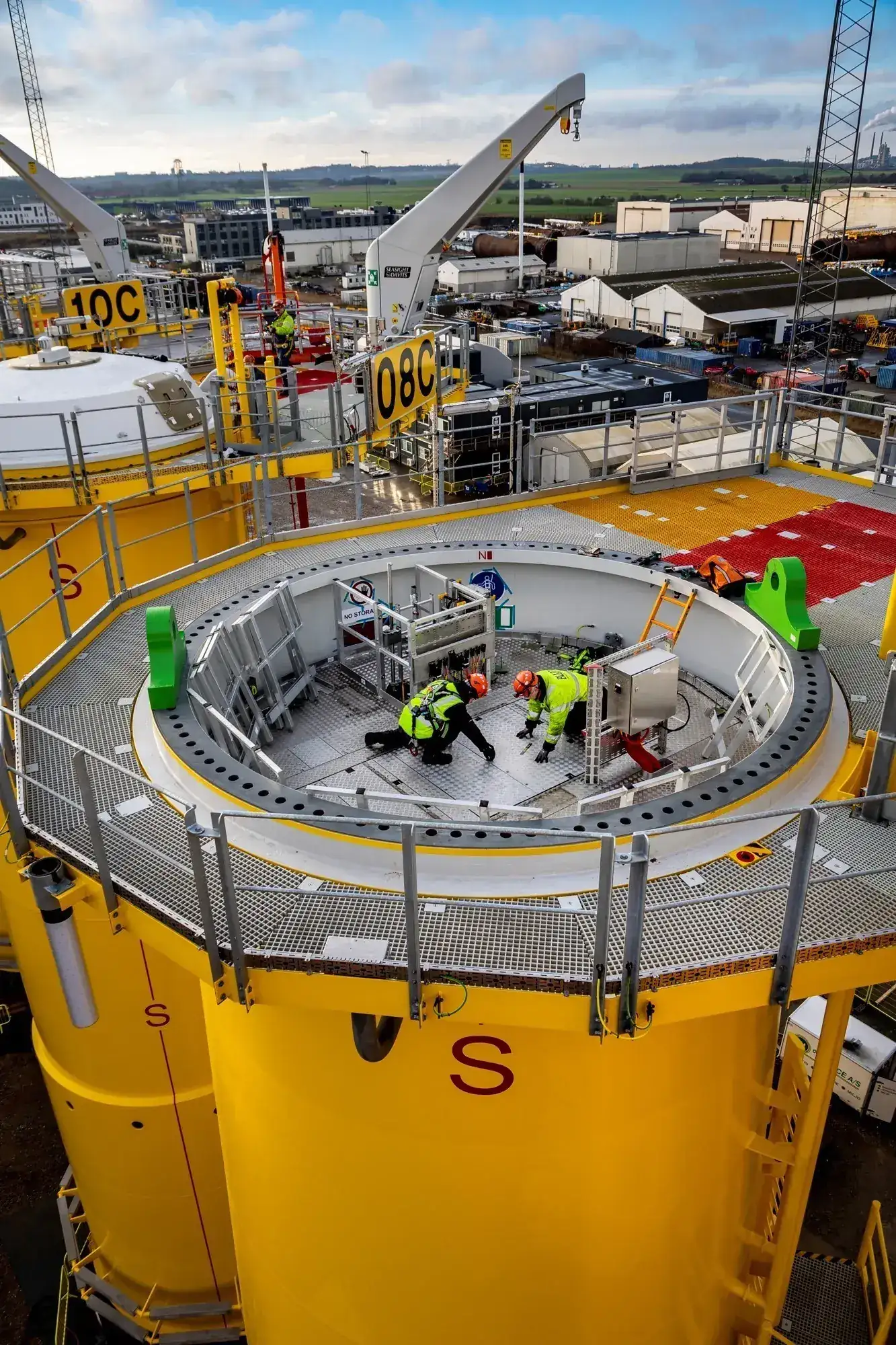
用於海上風電基礎的完整次級鋼結構套件,包括內部平臺、登臨梯、船隻停靠平臺、電纜橋架和陽極籠。產品按照海上標準製造,具備完整的可追溯性,並採用船用級塗層。
用於海上風電基礎的完整次級鋼結構套件,包括內部平臺、登臨梯、船隻停靠平臺、電纜橋架和陽極籠。產品按照海上標準製造,具備完整的可追溯性,並採用船用級塗層。
執行類 3/4
單件最大80噸
NDT 100% 檢測
海工級
在海上風電基礎、油氣平臺及海洋基礎設施中,次級鋼結構構成了主承重構件與執行裝置之間的關鍵介面。領拓互聯(領拓互聯)負責設計和製造完整的次級鋼結構套件,包括內部平臺、登船系統、電纜橋架佈線、陽極籠以及預製模組。 蘇州生產基地嚴格遵循ISO 3834-2、EN 1090-2 EXC3及AWS D1.1認證標準,確保每一處焊接與組裝均符合DNV-GL和ABS船級社的嚴苛要求。標準平臺設計荷載為5 kN/m²,針對高流量區域的動態荷載工況,可提供最高達10 kN/m²的定製化配置。
次要鋼結構的材料選型遵循嚴格的工程流程,該流程基於使用環境和疲勞壽命要求。主要採用S355J2和S355JR結構鋼板及型鋼,對於海上應用,需在-20°C條件下進行夏比V型缺口衝擊試驗。 對於長期受波浪作用的船舶靠泊系統和防撞板,規定採用符合 EN 10164 標準、具有增強型全厚度效能(Z15 至 Z35)的 S355NL 或 S420ML 等級鋼材。 所有格柵均按 EN ISO 14122-3 標準提供 �
次要鋼結構的防腐保護設計旨在確保其在C5-M級海洋環境中至少擁有20年的使用壽命。 標準塗層體系由80μm幹膜厚(DFT)的高鋅環氧底漆、160μm幹膜厚(DFT)的高固含量環氧中塗層以及80μm幹膜厚(DFT)的聚氨酯面漆組成,總幹膜厚度不低於320μm。 對於陰極保護支架和陽極籠,應採用符合 ISO 2063 標準的熱噴塗鋁 (TSA) 塗層或符合 ASTM A123 標準的鍍鋅處理,厚度至少為 85μm。所有塗層系統均應按照 ISO 2409 標準進行附著力測試,按照 ASTM B117 標準進行 1,000 小時的鹽霧耐受性測試,並按照 ISO 20340 標準進行迴圈腐蝕測試。 預組裝模組交付時附有完整的塗層檢測報告,包括100%表面積的孔洞檢測。
精密切割、機器人焊接和尺寸檢測已整合到鋼結構二次加工過程中,確保6米長度的結構構件公差控制在±2毫米內。焊接工藝符合ISO 15614-1和AWS D1.1標準,無損檢測(NDT)覆蓋範圍包括100%目視檢查、角焊縫20%的磁粉探傷,以及對接焊縫10%的超聲波探傷。 對於船舶靠泊系統,採用了符合PIANC指南、設計疲勞壽命為50年的彈性護舷板,其能量吸收能力根據船舶靠泊速度在50 kJ至200 kJ之間。電纜橋架系統設計為50mm x 50mm網格間距,並採用熱浸鍍鋅表面處理,可承受高達150 kg/m的電纜載荷,且撓度小於跨度的1/200。 每套次級鋼結構元件均附有符合 EN 10204 3.1 認證要求的完整材料可追溯性檔案。
海上風電專案是二次鋼結構最大的應用領域,其中單樁和套管式基礎需要大量內部平臺、梯子及電纜管理系統。 針對北海近期一個1.2吉瓦的海上風電場專案,共供應了84套完整的次級鋼結構元件,其中包括配備150千焦耳緩衝板的船舶靠泊系統、額定承重5千牛/平方米的內部平臺,以及每套可支撐12根陰極保護陽極的預組裝陽極籠。 這些結構按照DNV-OS-J101標準設計,在波浪載荷條件下具有25年的疲勞壽命,採用符合EN 10025-2認證的S355J2材料,且塗層系統經過1,000小時鹽霧耐受性驗證。與現場組裝方案相比,預組裝模組將海上安裝時間縮短了40%,從而直接降低了EPC承包商的船舶租用成本。
在石油和天然氣領域,次要鋼結構支撐著固定平臺、FPSO(浮式生產儲卸油船)和水下模板上的關鍵安全和運營功能。扶手和護欄符合 EN ISO 14122-3 標準,高度為 1,100 毫米,中間橫杆位於 550 毫米處,踢腳板位於 100 毫米處,經測試可承受 1.5 kN/m 的水平載荷。 針對中東某石化設施,共製造了450噸次級鋼結構,包括額定載荷為120 kg/m的電纜橋架支撐、用於人員安全的30mm x 30mm網格平臺格柵,以及配備200 kJ緩衝板的船舶靠泊系統(適用於5,000載重噸的補給船)。 所有結構均按50°C環境溫度設計,採用S355JR材料及符合ISO 12944-5標準的C5-M塗層系統,關鍵焊縫100%進行無損檢測。交付內容包括長度達12米的預組裝模組,將海上連線時間縮短了35%。
採礦和礦物加工設施需要能夠承受磨蝕性環境和重動態載荷的二次鋼結構。破碎機站和輸送機轉運塔的內部平臺採用S355J2材料設計,可承受7.5 kN/m²的活載,並採用400μm幹膜厚度(DFT)的塗層系統,其中包括用於增強耐磨性的環氧樹脂膠泥。 針對智利某銅礦專案,共供應了320噸次級鋼結構,包括網孔為38mm×38mm、承重杆為6mm的走道格柵,符合EN ISO 14122-3標準的手扶欄杆,以及可承載200 kg/m高壓電纜的電纜橋架系統。 所有結構均按 ASTM A123 標準進行熱浸鍍鋅處理,鍍層厚度不低於 100μm,並經過附著力與均勻性測試。預組裝模組使專案能在 21 天的工廠停機期間快速安裝,且尺寸公差控制在 ±3mm 內,並在發貨前透過鐳射掃描進行了驗證。
發電設施(包括燃煤、核能和水力發電廠)所需的次要鋼結構必須符合嚴格的抗震和安全標準。某2000兆瓦聯合迴圈燃氣輪機電廠的電纜橋架和佈線系統是根據ASCE 7-16標準,針對4級抗震區設計的,其S355J2支撐件的額定水平加速度為0.5g。 平臺格柵採用30mm×30mm網格和5mm承重杆,經測試可承受5 kN/m²的荷載,且撓度小於跨度的1/200。 針對核電應用,次要鋼結構按ASME NQA-1和10 CFR 50附錄B進行製造,具備完整的材料可追溯性,並實施100%無損檢測。發電領域的塗層系統包括適用於最高120°C區域的耐高溫環氧塗料,以及用於逃生通道的膨脹型防火塗料,符合EN 13501-2標準,可實現60分鐘的耐火效能。
造船和船舶維修廠在建造幹船塢、浮船塢以及船舶舾裝時,會採用次要鋼結構。新加坡某300米浮式幹船塢的船舶靠泊系統包括額定能量吸收能力為300 kJ的防撞板,其支架採用S355J2鋼材,並按照ASTM A123標準進行了熱浸鍍鋅處理。 內部平臺和梯子的設計荷載為5 kN/m²,採用S355JR材料和320μm幹膜厚度(DFT)的塗層系統,並透過了1,000小時鹽霧耐受性測試。 預製模組長度可達15米,與傳統方法相比將安裝時間縮短了50%,所有焊縫均按AWS D1.1標準進行檢測,無損檢測(NDT)覆蓋範圍包括對關鍵連線點進行100%磁粉探傷。工程團隊使用Tekla Structures提供了完整的3D建模和碰撞檢測服務,確保與船廠工作流程無縫銜接。
領拓互聯(領拓互聯)擁有ISO 3834-2、EN 1090-2 EXC3和AWS D1.1認證,並在為全球海上及工業專案製造二次鋼結構方面擁有超過15年的經驗。蘇州工廠設有5條專門用於二次鋼結構的生產線,年產能超過12,000噸。 預製模組的準時交貨率保持在98.5%,這得益於完善的質量管理體系:包括符合EN 10204 3.1標準的100%材料可追溯性、所有關鍵焊縫的無損檢測(NDT),以及採用精度達±0.5mm的鐳射跟蹤儀進行尺寸檢測。 工程團隊利用 Tekla Structures 和 ANSYS 提供完整的 3D 建模、有限元分析 (FEA) 以及碰撞檢測服務,確保每個次鋼包與主結構和裝置無縫整合。
次級鋼結構專為快速海上安裝而設計,預製模組可配合最大起重能力達500噸的起重機進行單次吊裝作業。每個模組均預裝有格柵、護欄、電纜橋架和陽極籠,所有連線處均採用ASTM A325或A490高強度螺栓進行螺栓連線。 在臺灣近期一個800兆瓦的海上風電專案中,共交付了56個預製模組,平均每個重12噸,將海上安裝時間縮短了45%,併為EPC承包商節省了超過2,000個船工時。 塗層系統已透過獨立第三方依據 ISO 20340 標準進行的 4,200 小時迴圈耐腐蝕性測試驗證,確保在 C5-M 環境下擁有 20 年的使用壽命。我們提供完整的檔案資料,包括塗層檢測報告、無損檢測報告、材料證書以及用於資產管理的竣工 3D 模型。
Comprehensive engineering support from concept design through detailed fabrication drawings is offered, including structural calculations per Eurocode 3, AISC 360, or DNV-OS-C401 as required by project specifications. Experience with secondary steel for projects in the North Sea, Gulf of Mexico, South China Sea, and Middle East is held by the team, addressing diverse environmental conditions from -30°C to 55°C operating temperatures. Full logistics support including sea freight, customs clearance, and on-site delivery coordination is provided, with packaging designed for marine transport per ISPM 15 and DNV-GL cargo securing guidelines. For urgent projects, fabrication schedules can be accelerated to 8-10 weeks from order to shipment, with dedicated project management and weekly progress reporting. A detailed proposal including engineering calculations, fabrication schedule, and cost estimate for secondary steel requirements is available from the technical sales team.
| 能力 | 規格 |
|---|---|
| 站臺載重 | 5 kN/m²(標準) |
| 扶手標準 | EN ISO 14122-3 |
| 柵格 | Grip Strut / 條形格柵 |
| 材料 | S355J2 / S355JR |
| 塗層 | C5-M 船用漆,幹膜厚度(DFT)至少320微米 |
| 配送 | 預裝模組 |
請將您的需求傳送給我們,我們將在24小時內回覆報價和交貨期。